广州蓝能智能装备股份有限公司
有哪些压力比较精密稳定的点焊机头(碰焊机头)?——广州蓝能电子
发布日期:2018-10-31
阅读量:12756
广州蓝能电子专注于精密电阻焊技术,生产销售精密点焊电源,控制器,变压器,以及精密的电阻焊机头,各式气动机头,脚踏式机头,手持式焊钳。焊接机头款式多,小巧,适合桌面式操作,适合精密金属件的焊接。带数字压力显示的点焊机头,能够帮助您更好的了解加压力,确保焊接压力的稳定性。电阻焊的三大要素:电流,时间,压力,都必须得到很好的控制才能实现高品质的焊接标准。压力的控制往往不够被重视,导致焊接的品质还不能达到超高的水平。我们愿投入到精密机头的研发生产,并在控制好成本的基础上,协助用户大大的将高标准压力控制的机头用起来,以更好的完善焊接效果,提升焊接品质。
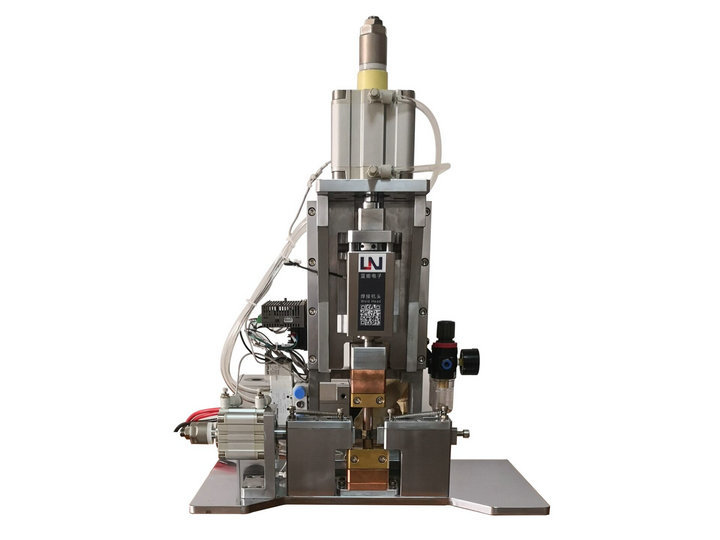
带压力数字显示的精密碰焊机机头,气动下压机构,压力稳定
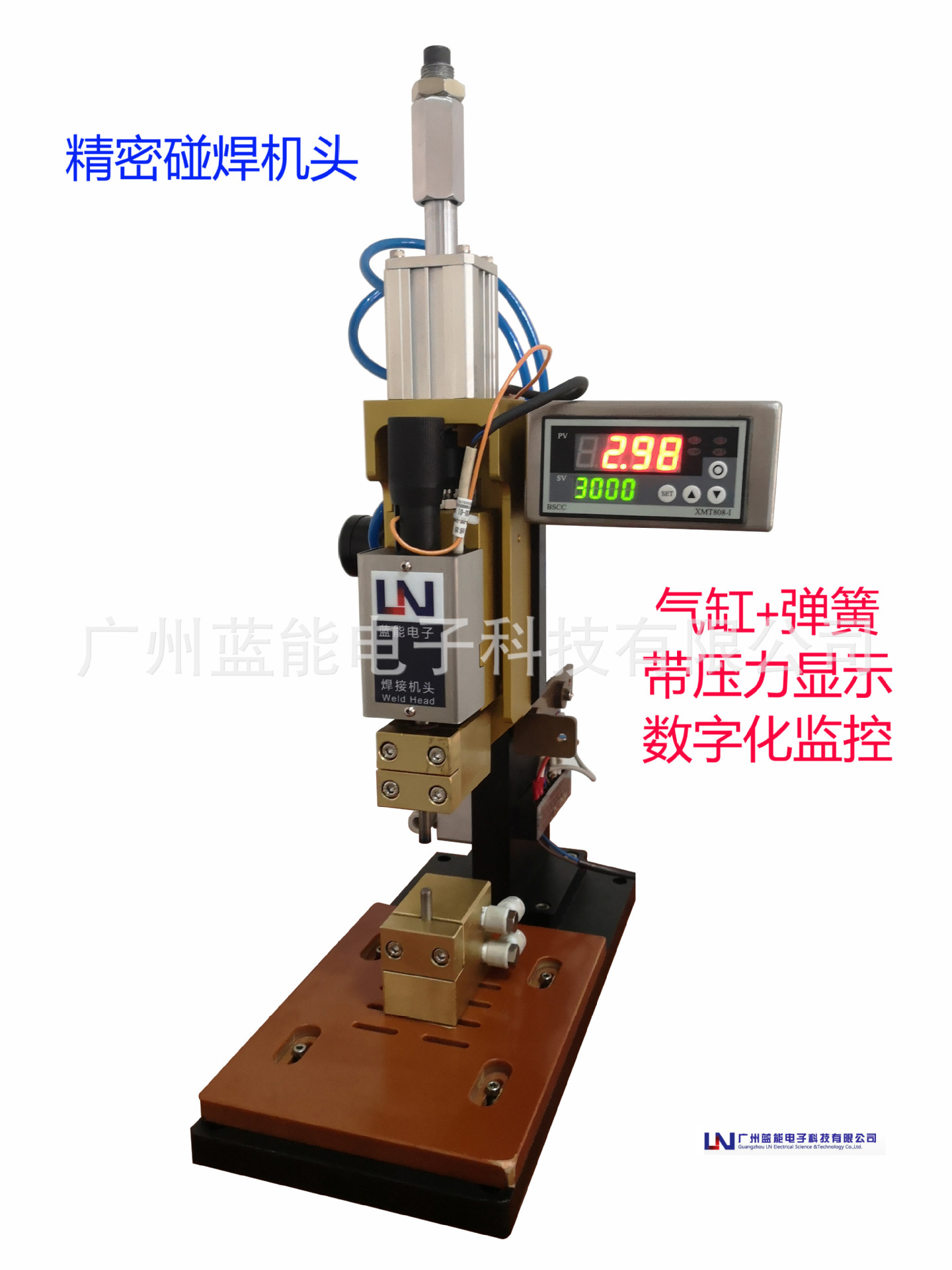



◆刚性好,工作中产生挠曲变形很小、稳定性好;
◆加压、消压动作灵活、迅速;
◆压力精密控制且可调,适应不同的焊接工艺要求;
◆加工精度高,机头随动性好;
◆内置压力感应装置与焊接控制器相连,保证每次焊接过程在相同压力下进行;
◆双面单点焊机头上、下电极同轴度可调;单面平行焊机头,手持式机构可定制。
◆电极夹具可针对焊接工件合理设计,操作方便,维护及更换简易。
点焊机机头的随动性分析——广州蓝能电子科技有限公司
点焊机机头的随动性可简单的理解为灵活性,它是指在焊接形变的微观过程中,压力的跟随特性的一个指标。形成一个可靠的焊点,除了电流,时间,合适的压力外,随动性也是一个不可缺少的条件。假设焊接形变速度为v,跟随性为v1,只有当v1>=v的时候,才能形成一个完美的焊点,否则容易出现炸火的现象。
目前点焊机行业的焊接机头大致分为以下三种:
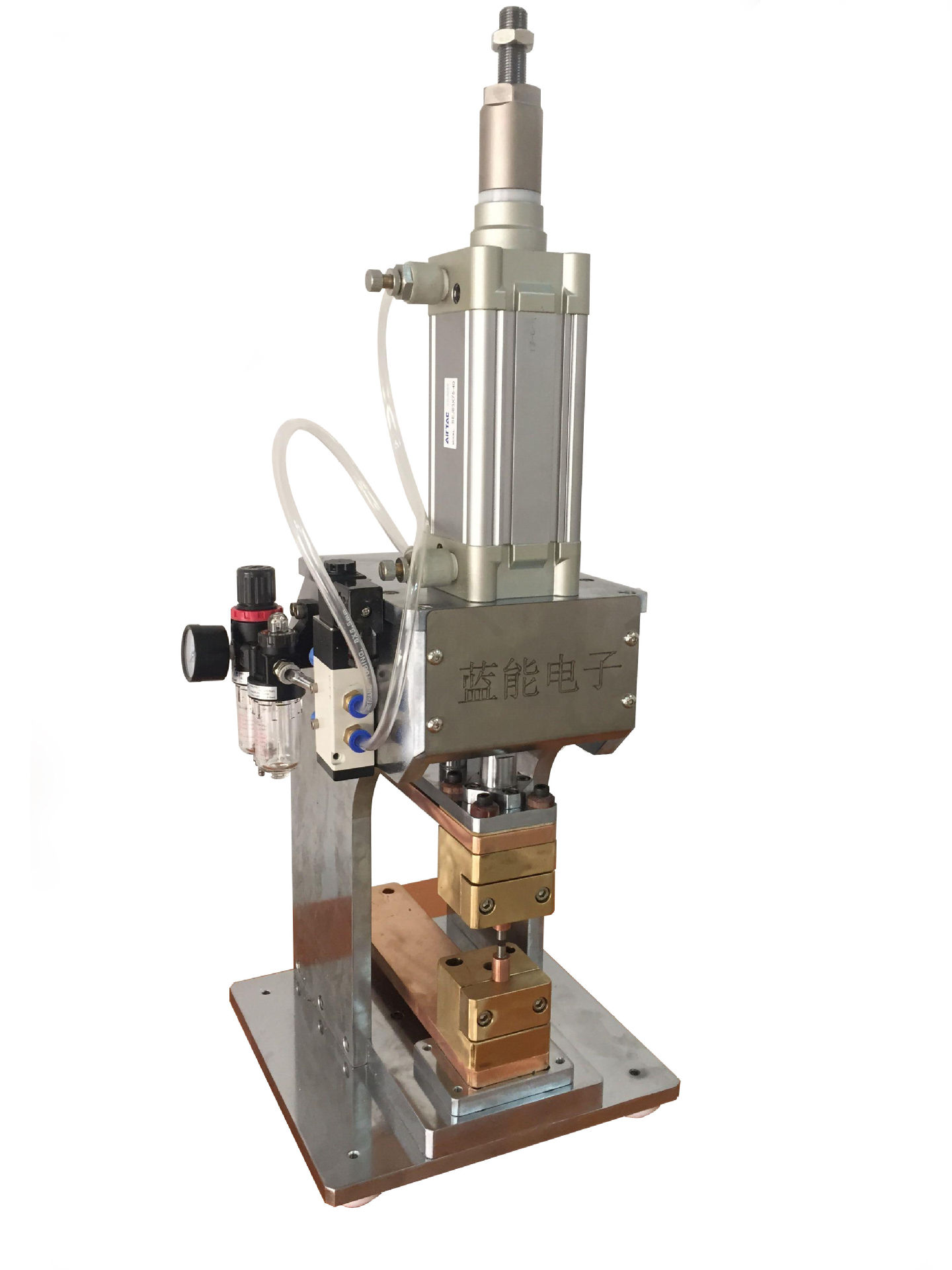
一:气缸直接下压。
二:弹簧加压。
三:伺服电机加压。
第一种:气缸直接下压。这种机头机头的随动性主要取决于气压和节流阀。由于气缸下压中节流阀限制了出气的速度(如果不限制冲击力会很大),所以这种机头在随动性来讲是属于一般的,适合于焊接一些尺寸大一些的工件。
第二种:弹簧加压。弹簧加压由于加压过程弹簧有一定缓冲作用,释放压力的过程由于属于机械能自由释放,并没有如气缸一样的限制气流的条件,这种机头的随动性相对要好。
第三种:伺服电机加压。点焊机伺服电机加压机头,采用电机驱动,压力传感器达到设定值时启动电流,伺服电机加压随动性就要看电机本身和驱动调速程序做的如何了,它的随动性与弹簧加压等没有比较过,采用伺服电机的优势是电极下降的距离比较精密可控。
点焊机机头规格
型号 Type | LNH-32 | LNH-63 | LNH-100 | LNHP-10 | LNHP-32 | LNHDP-10 | LNHP-01 |
驱动方式 Drive Method | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 脚踏 Foot Pedal |
加压范围(N)Force | 240-400 | 900-1500 | 2000-3000 | 20-100 | 55-200 | Max:20 | 2-20 |
电极行径(mm)Electrode stroke | 20 | 40 | 40 | 20 | 25 | 10 | 20 |
臂伸量(mm)Throat depth | 150 | 95 | 120 | 140 | 170 | 70 | _ |
重量(Kg)Weight | 8 | 35 | 50 | 4 | 9.5 | 4 | 4 |
专栏:技术交流
原文链接:
阅读原文