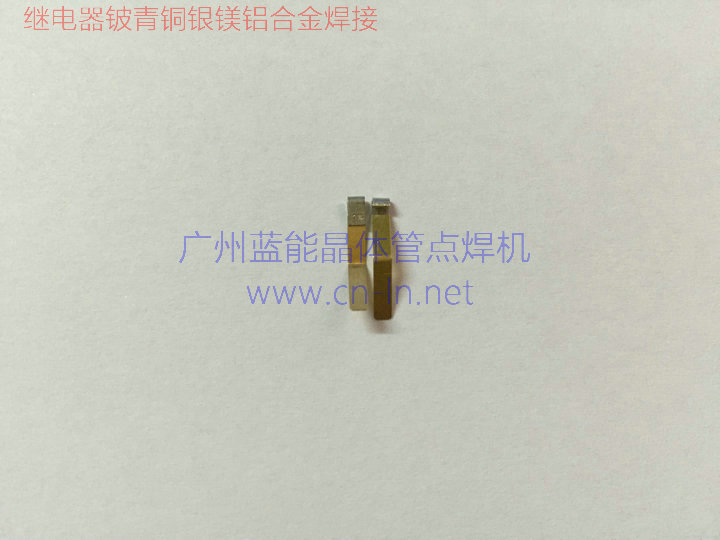
继电器铍青铜银镁铝的焊接对点焊机的要求非常高。
如果用高频逆变直流点焊机的话,因为电流上升速度相对还是不够快,会造成铍青铜烧伤。
如果用电容储能点焊机,因为充电放电的过程,性能下降的热性,电流输出又不太稳定。
晶体管点焊机拥有更快的电流上升速度,并且稳定的电流输出。在焊接继电器铍青铜银镁铝能达到非常好的效果。
焊点牢固,铍青铜完全没有烧伤的痕迹。

晶体管式焊接电源产品特点:
1、200KHZ超高频精密控制,焊接电流上升速度快,可在短时间内实现高品质焊接!
2、不需要变压器
3、四种控制模式选择:次级定电流、定电压、定功率有效值及混合定模式
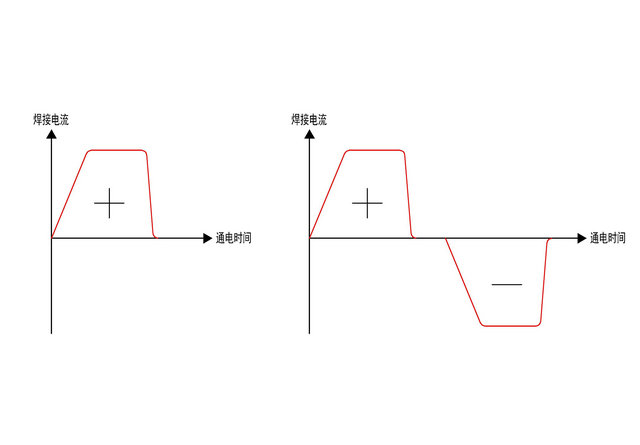
4、极性切换型电源,可实现焊点均匀,电极消耗少,降低帕尔贴效应的影响,使焊接的焊斑保持均一(电池镍片等单面双点焊焊接时,两点完全一致)。
5、中英文操作界面
6、7寸彩屏实时监测显示焊接数据和波形,可显示焊接压力(配合LOAD CELL)
7、丰富I/O接口,适用于各种自动化生产领域
8、多种通讯协议(RS232、RS485总线,以太网)
9、存储63组焊接规范
晶体管式焊接电源定电压功能:
当电极间有一定的电压时控制电流,当焊接工件某部分电阻变大时,电流瞬间会下降,因此可抑制火花,实现优质稳定的焊接。
晶体管式焊接电源规格:
LNDA-4000A (对应米亚基 MDA-2000B) | LNDA-6000A (对应米亚基 MDA-4000B) | LNDA-10000A (对应米亚基MDA-8000B) | LNDB-6500A (对应米亚基 MDB-4000B ) | |
最大电流 | 4000A | 6000A | 10000A | 6500A |
形式 | 标准型 | 标准型 | 标准型 | 极性切换型 |
最高电压 | 30V | |||
控制方式 | 次级定电流、定电压、定功率有效值及混合定模式 | |||
时间设定 | 加压时间:0000—9999ms | |||
上升时间:0.00—9.99ms | ||||
焊接1时间:0.00—9.99ms | ||||
冷却时间:0.00—9.99ms | ||||
焊接2时间:0.00—9.99ms | ||||
下降时间:0.00—9.99ms | ||||
保持时间:0000—9999ms | ||||
电流设定范围 | 0.03A—3.99KA | 0.03A—5.99KA | 0.03A—9.99KA | 0.03A—6.49KA |
电压设定范围 | 0.3—9.99V | |||
功率设定范围 | 0.3—99.99V | |||
监控显示 | 通电1、2之规范号、时间、电流/电压/功率有效值及波形、压力有效值及波形、阻抗值 | |||
输入电源 | 单相200-240VAC 50/60HZ | |||
外形尺寸 | 420mm(D)*250(W)*330(H) | 620mm(D)*250(W)*330(H) | ||
重量(KG) | 18 | 22 | 22 | 28 |
外观均一的焊接强度:
高速焊接
快速电流起动和高速极性切换的功能可以减少焊接时的热影响得到漂亮的外观。
极性切换
抑制焊接点的不对称(注1),得到均匀的左右焊接点的强度。另外,良好的热平衡效果也使电极的寿命延长。
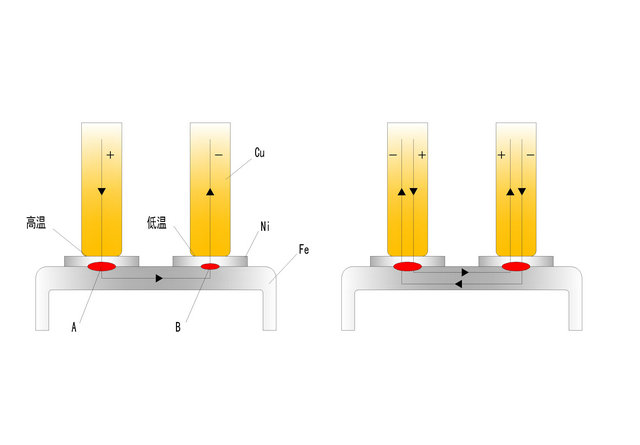
注1. 焊接点不对称焊接时的影响及对策
焊接时正负极的发热效果不同对焊接强度和电极的消耗影响很大。
避免此现象的产生需要极性切换功能使正负极的发热效果一致。

晶体管式焊接电源波形图: