广州蓝能智能装备股份有限公司
脉冲热压机hotbar焊接不上的原因分析--广州蓝能脉冲热压机
发布日期:2015-11-04
阅读量:5118
脉冲热压机hotbar焊接不上的原因分析--广州蓝能脉冲热压机
我们在调试脉冲热压机hotbar机器时以及客户在使用中也会经常遇到感觉好像焊接不上的情况,经过实践,我们可以从以下几方面分析。
一、 焊头平整度问题
在感觉焊接不上的所有情况中,焊头和需焊接产品(FPC、FFC、线材)调整不够平整的情况最突出。
这其中又有几种情况。
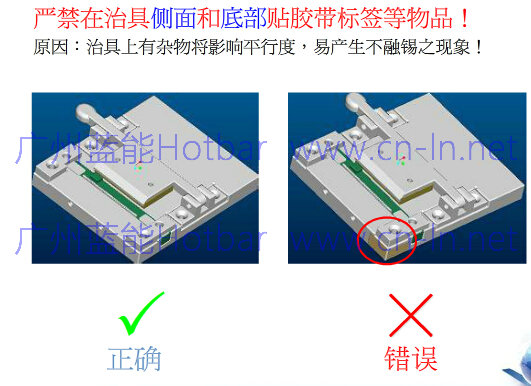

1、 工装治具不平整
2、 焊头加压时,焊头和需焊接产品贴合平整度不够。
当脉冲热压机焊头气缸下压时,因为底部工装治具设计不合理等原因,造成支撑部位每个点受的力不均衡,这样也会导致焊头(电极)不能完全和焊接
产品贴合。
3、焊头电极本身不够平整 (广州蓝能电子科技脉冲热压机 www.cn-ln.net)
焊头加工出来时不够平整。
焊头(电极)使用时间长了,氧化了造成不平整。
清洁焊头打磨方法不对,造成焊头不平整。

二、焊头(电极)表面杂质造成热量传递不佳(广州蓝能电子科技脉冲热压机 www.cn-ln.net)
因为锡有松香助焊剂,焊头电极在焊接时间长之后,会有杂质附在焊头电极上,这样会造成热量不能传递到焊接产品上,造成焊接热量不
够,焊接不良。所以,我们要经常清洁焊头电极。

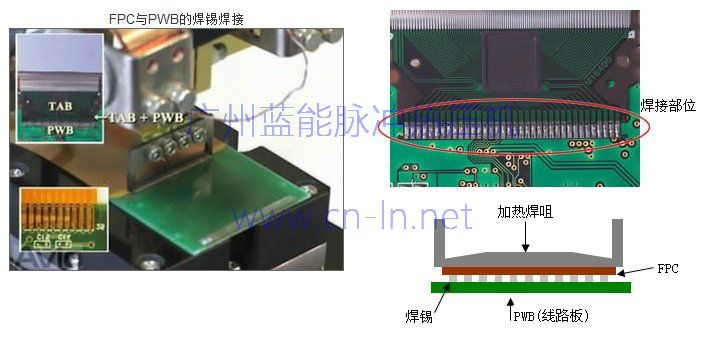
三、电极设计不合理造成焊接爬锡不好,造成拉力不够
在焊接时我们用得更多的焊头,焊接端面是完全平整的。因为焊接时需要加压一定的压力,锡不能通过FPC的孔很好的爬锡。这事我们需要设计为带凹槽的焊头,让锡可以更好的往上爬。
LN蓝能中国顶尖脉冲加热电源方案提供商
公众微信ID:cn-ln11
网站:www.cn-ln.net
专栏:技术交流
原文链接:
阅读原文