广州蓝能智能装备股份有限公司
扁平线FFC自动焊接的重要工艺--广州蓝能脉冲热压机
发布日期:2015-08-04
阅读量:4305
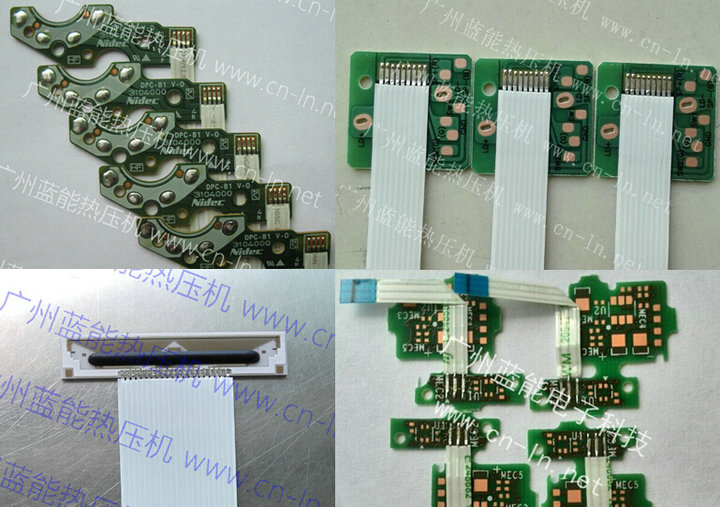
现在我们在采用脉冲热压机焊接FFC扁平线的过程中,因为FFC 的PIN脚是裸露,也比较薄,热传递非常好,FFC扁平线的胶皮容易烧坏。
我们在刚刚做测试的时候,加热时间设定3秒、2秒、1秒,时间长的话,很容易连锡。时间短的话,不连锡,胶皮还是容易烧焦。
当我们设定加热时间在1秒的时候,我们认为时间不能再短了,然后一直把加热的温度降低。降温度降到刚刚能熔锡时,胶皮还是烧坏。
最后我们把加热时间设到匪夷所思的“0.3秒”,温度设定320-350度,焊的效果非常好。
所以在焊接FFC时,一定要把加热时间设到0.3秒,这样的话胶皮不会烧坏,FFC的PIN的间距即使只有0.2MM时,也可以做到不连锡。
因为加热时间非常短,而且加热的时间需要严格控制。所以就需要更先进的脉冲热压机。我司的逆变式脉冲热压机HOTBAR机采样速度毫秒内,温控精度高和升温时间快,完全能满足最高的焊接要求。
现在国内可能只有我们司逆变式脉冲热压机HOTBAR机(国外是日本AVIO,美国UNITEK)能达到这么高要求的焊接。
================================
广州蓝能电子科技有限公司专注于焊接电源,精密点焊机,脉冲热压机。核心产品高频点焊机、脉冲热压机在国内享有盛誉,逆变点焊电源在自动化焊接中大量配套使用。我们愿为您寻找最佳焊接解决方案,公司设有工艺实验室,欢迎前来试样。
LN蓝能中国顶尖精密电阻焊机方案提供商
微信服务号:cn-ln11
网站:www.cn-ln.net
电话:020-34154005/34252975;
QQ:2295546976/459359414
专栏:技术交流
原文链接:
阅读原文