电容储能点焊机 | ||
能量控制
| 输出能量控制精度高,稳定一致。 1. 逆变直流输出:每1毫秒自动检测反馈输出电流(1kHz逆变频率焊接电源),自动补偿监控,保证了输出电流的一致性;避免了受电网波动影响,避免了虚焊的情况。 2. 三段脉冲调节:可分别设置3段脉冲电流独立的输出电流和对应的时间;适合复杂工件和高品质的焊接需求; 3. 电流緩升缓降功能:可以设置电流的緩升/缓降,使电流柔顺变化。緩升可以防止开始过快加热带来的飞溅;緩降保压功能,可以减小冷却速度,确保熔化金属在压力下结晶冷却,防止焊核组织疏松或其他缺陷。 4. 设定参数上、下限监控。当每次加热的实际电流高于相应的设定上限时,电流超限代码提示;当低于相应设定下限时,电流不足代码提示。有利于产品焊接品质的监控。 5. 控制方式多选:恒流、恒压、恒功率,定脉宽的控制方式可选。可按实际焊接工件需求选择。 | 能量控制性相对差些。 1. 直流输出,充多少放多少,可控性相对差。电容贮能焊机将电容中储存的能量一次性释放给焊接回路,输出能量调节靠控制电容的充电能量完成,通常有调节充电电压和电容容量两种方法,输出电流为脉冲直流。使用时间长之后,电容充放电不完全时需要更换电容,以防止能量不稳定。 2. 恒压控制模式:一般只能恒压控制,不能选择恒流控制模式,调节电压,不能调节加热电流。 |
时间控制 | 6. 焊接时间精密可控:每一个焊接周波为1毫秒(1kHz逆变频率焊接电源),增加一个周波放电时间只增加1个毫秒;时间控制精度高,焊接时间可任意控制在N个周波,最小单位是1毫秒。 | 3. 焊接时间不能通过电子控制来调节,依靠充放电的速度,放电过快可能导致时间不够。 |
焊接速度 | 7. 焊接速度快:实际每分钟输出焊点可达500个,最高可输出焊点每分钟可达1200个焊点。是目前自动化焊接设备的最好选择。 | 4. 整体生产速度慢:电容贮能焊机需要合理的电容充电过程(否则电容容易损坏),降低了生产速度。一般放电速度快于逆变点焊机,但是因为有充电过程,整体速度慢。普通的纯能焊机大多的速度只能达到50-60次。 |
8. 自动化配合:提供焊接结束、故障、计数、RS232等信号接口和多组启动信号,可以与PLC、工控机等构成自动化焊接系统。稳定快速。 | 5. 可以搭载自动化,但效率太慢,跟不上自动化机械速度。 | |
长期稳定性 | 9. 不需更换核心零部件。逆变点焊机能保证长期电流输出的稳定和一致。 | 6. 核心部件电容器是消耗品,需要定期检测电容器的能量,就像充电电池、笔记本电池一样,用了一段时间后,同样充满电,但能量已经不一样了。需要更换电容器。 |
节能效果
| 10. 节能:逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。 | 7. 相对耗能:电容贮能焊机的变压器实际工作在更低的频率,变压器铁心更大,损耗加大;电容充电回路也增加损耗。 |
体积重量
| 11. 体积小巧,轻便:逆变直流电阻点焊机变压器小、没有庞大的电容器组,设备较轻巧。 | 8. 相对笨重:电容贮能焊机的变压器铁心大,储能电容也占据相当空间,因此相对笨重。 |
价格 | 12. 价格稍贵(一次性投资) | 9. 价格稍便宜。但定期需要更换电容器,功率大的电容器价格也较贵。 |
我司逆变点焊机功能具体说明:
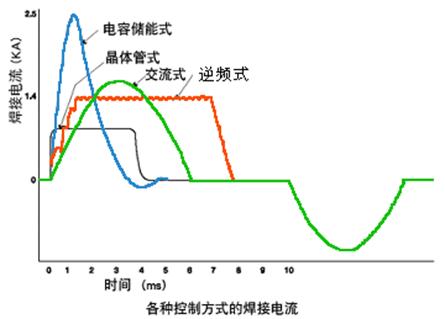
1、各种点焊机能量输出电流波形图供参考:
2、三段脉冲调节图示:(焊接参数屏)
焊接参数屏用于指示焊接电流和各时间参数设定值。此外还显示参数组、状态设定、计数器和监控值。I1,I2,I3是三段加热电流,可独立设定,对应时间t4,t6,t8也可以独立设置,最小单位是1个周波,1khz逆变频率设备就是1ms。
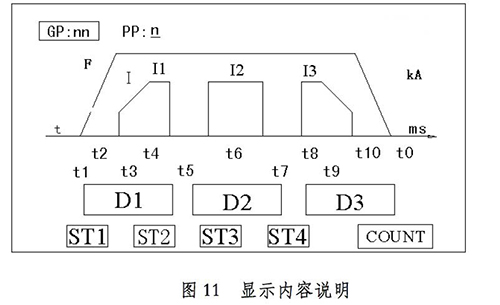
3、电流緩升缓降设置:
上图中t3, t9 为电流缓升缓降时间,使电流柔顺变化。t3, t9越大,电流增、减越慢。
4、上下限监控:(监控参数屏)
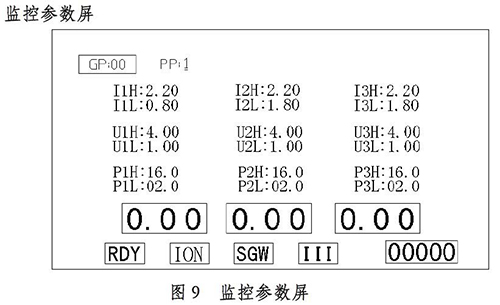
I1H—电流1上限,I2H—电流2上限,I3H—电流3上限。
I1L—电流1下限,I2L—电流2下限,I3L—电流3下限。
监控参数屏用于指示焊接电流、焊接电压和焊接功率的上下限设定值。此外还显示参数组、状态设定、计数器和监控值。
5、II/UUU/PPP/WWW“监控方式”状态
上图中 可以修改监控状态。详细参详说明书。
可以修改监控状态。详细参详说明书。
III——电流监控状态。电流监控上下限有效。显示各次实际电流值。
UUU——电压监控状态。电压监控上下限有效。显示各次实际电压值。
PPP——功率监控状态。功率监控上下限有效。显示各次实际功率值。
WWW——脉宽监控状态。
6、SGW/CTW “单点焊/连续点焊”状态设置
上图中 处可以修改“单点焊/连续点焊”状态。详细参详说明书。
处可以修改“单点焊/连续点焊”状态。详细参详说明书。
SGW——单点焊状态。每次启动焊接开关只能进行一次焊接,松开后再启动才能进行下一次焊接。
CTW——连续点焊状态。保持焊接启动开关闭合,机器按时间设定不断地循环焊接。注意,该功能可以提高生产速度,但要保证工件到位,两次焊接之间的间隔用休止时间(t0)调节。
7、参数设定范围
焊接参数设定范围如下表所示。
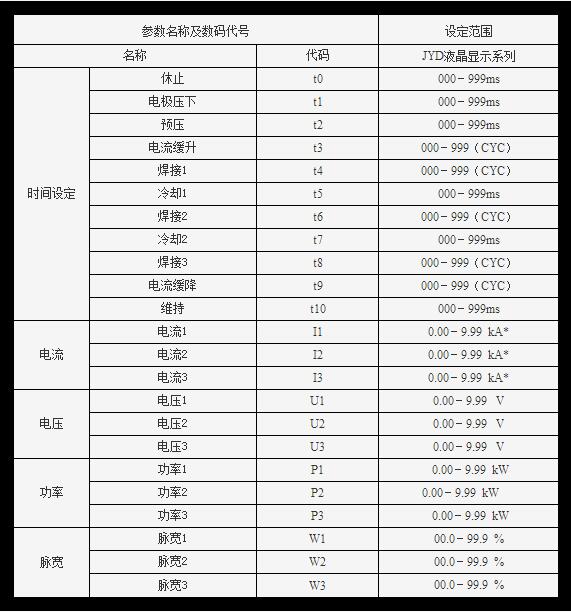
上表中“CYC”代表逆变周期。1khz逆变频率,1个“CYC”就是1ms。4khz逆变频率,1个“CYC”就是0.25ms。
================================
广州蓝能电子科技有限公司专注于焊接电源,精密点焊机,脉冲热压机。核心产品高频点焊机、脉冲热压机在国内享有盛誉,逆变点焊电源在自动化焊接中大量配套使用。我们愿为您寻找最佳焊接解决方案,公司设有工艺实验室,欢迎前来试样。
LN蓝能中国顶尖精密电阻焊机方案提供商
公众微信ID:cn-ln11
网站:www.cn-ln.net
电话:020-34154005/34252975;
QQ:2295546976/459359414
