中频逆变电阻点焊机应用——线束/多股铜线/编织线:压方、整形、点焊
一、主要应用于:

二、压方设备:
小线束压方焊机图片参考:
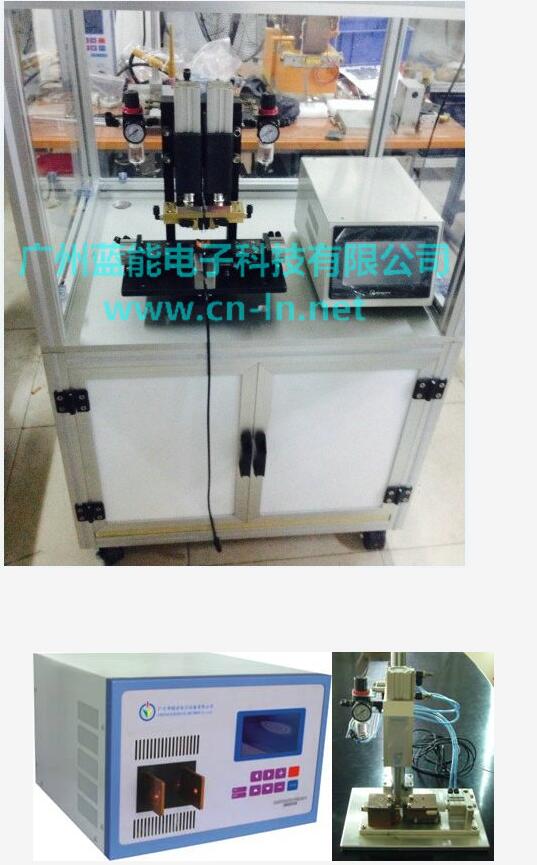
精密压方点焊机头,可以根据客户的焊接需求进行设计。大平方数,多根铜线需要压方时需要考虑大功率电阻焊电源以及大压方机头。
产品图片参考:

三、电阻点焊设备包括:焊接电源、精密焊接机头
1、主要点焊电源技术参数
型号 | GBD-04LB | GBD-06AL/AT | GBD-10AL/AT | GBD-20AL/AT |
输入电压(V) | 3~380V | 3~380V | 3~380V | 3~380V |
额定功率(kVA) | 12 | 16 | 25 | 45 |
最大输出电流(DCA) | 4000 | 6000 | 10000 | 20000 |
负载持续率(%) | 10 | 10 | 10 | 10 |
逆变频率(kHz) | 4 | 1 | 1 | 1 |
焊接循环时段 | 11 | 11 | 11 | 11 |
焊接脉冲数 | 3 | 3 | 3 | 3 |
电流缓升缓降控制 | 有 | 有 | 有 | 有 |
存储焊接规范数 | 20组 | 20组 | 20组 | 20组 |
外形尺寸(mm)(L*B*H) | 460*400*300 | 460*222*345 | 460*222*345 | 550x235x445 |
385*200*300 | 385*200*300 | 440x235x355 | ||
重量(kg) | 33 | 23.5 | 26 | 28 |
26.5 | 30 | 35 |

机器的特点
● 直流输出。焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。同时,电极寿命获得延长。
● 由微控制器(MCU)控制,具有电流、电压、功率监控功能。
● 逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。
● 具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能。
● 逆变桥电流失常自动关断,增强系统保护。
● 三段加热设定,带电流缓升缓降功能,时间宽范围设定(0-250ms或0-1s),适用复杂焊接过程需要。
● 20组参数储存,方便多种焊接品种使用。
● 240x128 LCD显示,同时显示多种内容。
● 较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口(选配),便于自动焊使用。
● 数据存储采用EEPROM,无电池寿命问题。
● 响应速度快。由于采用了较高的逆变频率(4kHz、1kHz),具体型号机器的逆变频率可查阅表1。通电时间控制周期为0.25ms或1ms,比通常交流焊机的20ms提高80或20倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
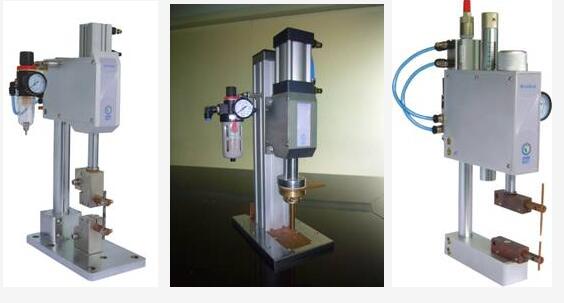
2、精密点焊机头
主要有气动加压式、脚踏式、伺服电机驱动式等单面单点、双面单点,单面双点等点焊机头,并可以按需求进行具体的机头设计。参考图片如下:
================================
广州蓝能电子科技有限公司专注于焊接电源,精密点焊机,脉冲热压机。核心产品高频点焊机、脉冲热压机在国内享有盛誉,逆变点焊电源在自动化焊接中大量配套使用。我们愿为您寻找最佳焊接解决方案,公司设有工艺实验室,欢迎前来试样。
LN蓝能中国顶尖精密电阻焊机方案提供商
公众微信ID:cn-ln11
网站:www.cn-ln.net
电话:020-34154005/34252975;
QQ:2295546976/459359414