1、电阻:
电阻的大小直接决定着点焊机焊接过程中熔核的形成。电阻是点焊的热源。电阻取决于工件材料的电阻率,电阻率低的能够很好的导电,产热慢,反之高电阻率的工件产热好,容易焊接。比如不锈钢相对铜来说更容易焊接,普通交流点焊机可以焊接好钢,而焊接铜一般需要选择中频点焊机。
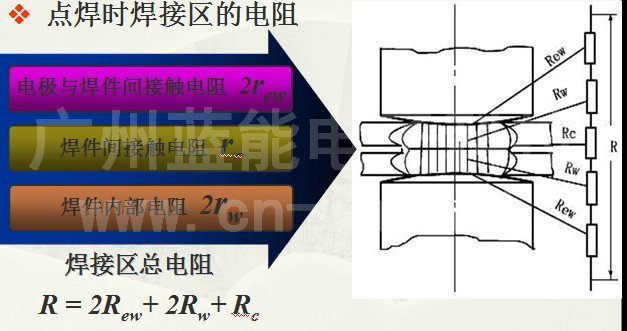
点焊过程中焊接区总电阻的瞬时值 R 变化较大,且不同材质的变化规律也有很大差异。
ß 接触电阻热:约占热源的 5~10%;软规范时较小,硬规范时较大。其作用是建立初始温度场,扩大接触面,使电流分布均匀。
ß 接触电阻(Rc+2Rew)过大会影响通电,同时接触面上急速过热引起飞溅、粘电极,因此不能依靠它来产生过多的热量。
ß 内部电阻热:产热约占热源的90~95%,是形成熔核的主体。
2、焊接电流:
焊接电流是电阻点焊机产热的关键因素,是焊接三大参数之一。电流大小对产热的影响比时间、压力都大。因此,在使用点焊机的过程中焊接电流的大小是需要监控的。逆变点焊机可以采用恒流控制模式,实时反馈,确保焊接电流输出稳定,也确保了产热平稳实现高度一致性的焊接。
3、焊接时间:
在焊接的过程中,通过软规范(小电流长时间)和硬规范(大电流短时间)的选择,焊接时间与焊接电流可以进行一定的补充,既可以选择大电流短时间,也可以选择小电流长时间,不同的焊接参数得到相同的产热效果。因此焊接时间也是产热的重要因素。
4、电极压力:
电极压力对两电极间总电阻有明显的影响,因此也影响产热。电极压力越大,电阻越小,产热越小。因此电极压力增加,而焊接电流保持不变时,不能补偿因总电阻减少引起的产热减少,因此,焊点强度总随着焊接压力的增大而减少,解决的办法就是在增大焊接压力的同时增大焊接电流。
5、电极的形状、性能、材料:
电极的接触面积对电流的密度会产生极大的影响,电极材料的电阻率和热导率关系着热量的产生和散失。电极端头有磨损,接触面积便会增大,焊点的强度也就越低,因此,在使用一段时间后还要更换电极端头。
6、工件、电极表面:
焊接工件和电极表面氧化、油污等影响电流的分布,流通。氧化层过厚会造成电流不能正常通过,氧化层不匀会造成飞溅乃至工件表面烧损现象变得产生,氧化层从某种程度上直接影响了焊点解热的不均匀性。
以上就是点焊机影响热产出的各种因素,在点焊机选择和使用时,可以根据影响因素从而决策最适合产品生产的点焊机,并正确调节各影响因素,以达到最佳的焊接效果。
================================
广州蓝能电子科技有限公司专注于焊接电源,精密点焊机,脉冲热压机。核心产品高频点焊机、脉冲热压机在国内享有盛誉,逆变点焊电源在自动化焊接中大量配套使用。我们愿为您寻找最佳焊接解决方案,公司设有工艺实验室,欢迎前来试样。
LN蓝能中国顶尖精密电阻焊机方案提供商
公众微信ID:cn-ln11
网站:www.cn-ln.net
电话:020-34154005/34252975;
QQ:2295546976/459359414