广州蓝能智能装备股份有限公司





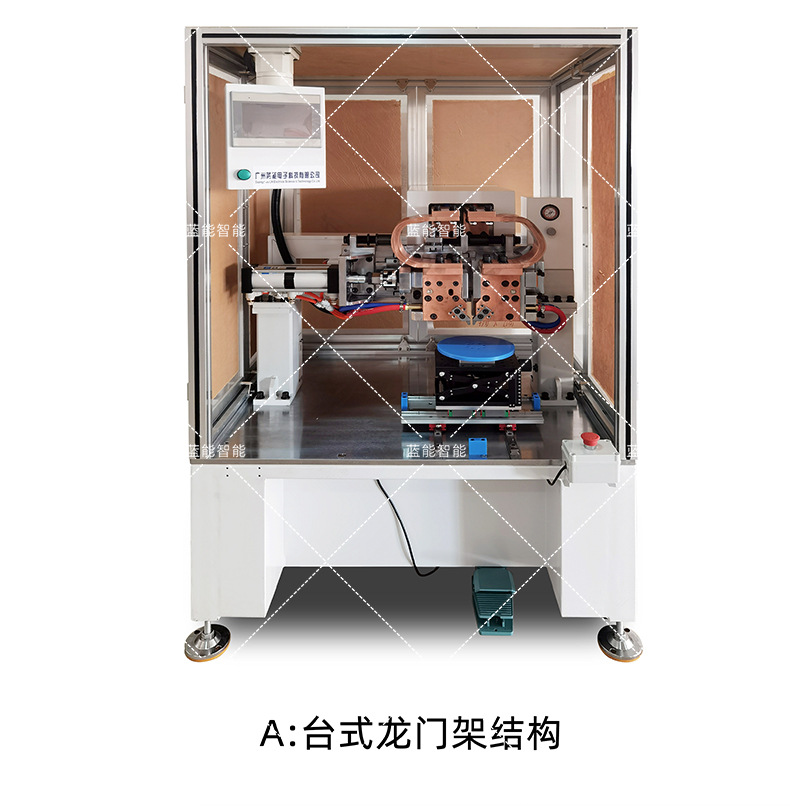
L系列扁线电机龙门架式夹焊结构焊接
- 商品详情

蓝能台式架结构焊接机的
主要技术参数
型号 | LN-RRL100E |
输入电源 | 三相380v(±5%) 50-60Hz |
额定功率 | 100KVA(50%) |
工作气压 | 0.6MP |
焊接规范数(组) | 60 |
冷却方式 | 强制水冷 |
耗材 | 电极 |
颜色 | 可定制 |
生产周期 | 40日左右 |


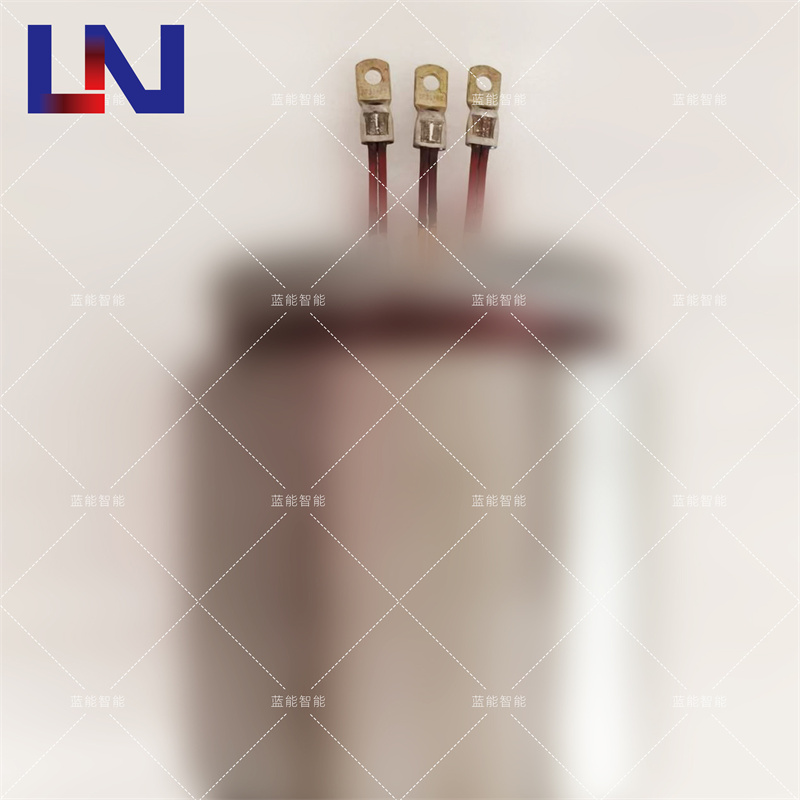
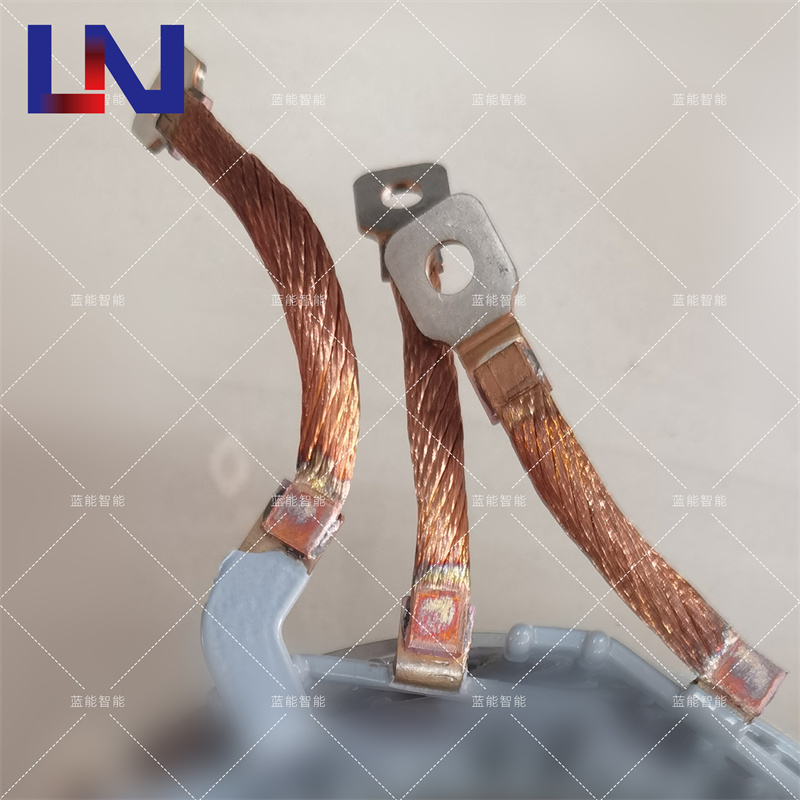
●漆皮气化:干净,铜线清晰可见,无压断线情况
●三相线电阻偏差:<0.5%
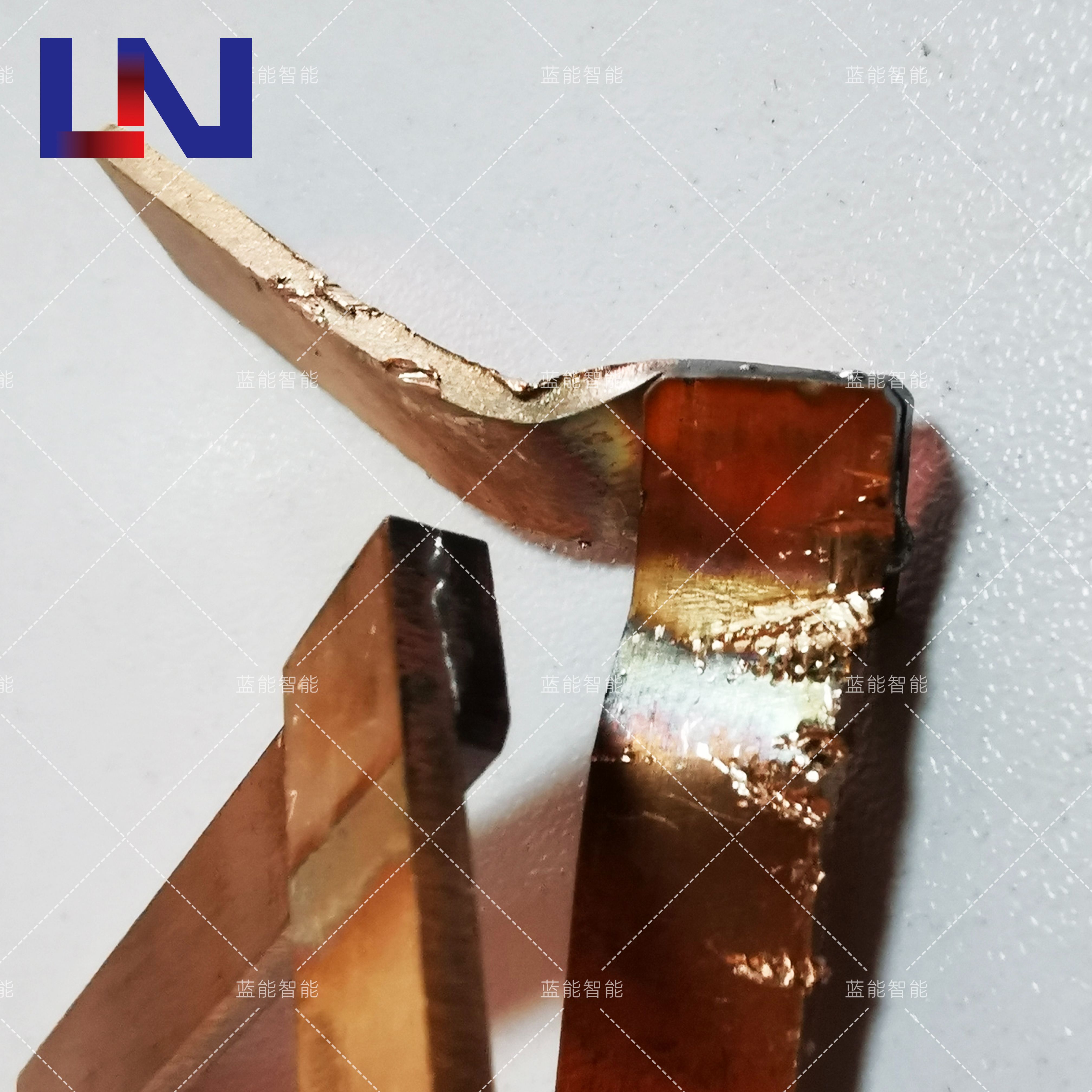
●铜端子厚度偏差:焊接后在0.1mm内

●铜管(端子)无焊裂,无炸裂,漆包线气化无起火;漆皮焦化面积相对较小

●缝隙分析:横向剖切端子,可见漆包线之间几乎无缝隙,漆包线和铜端子之间几
乎无缝隙;纵向剖切端子,漆包线无松散




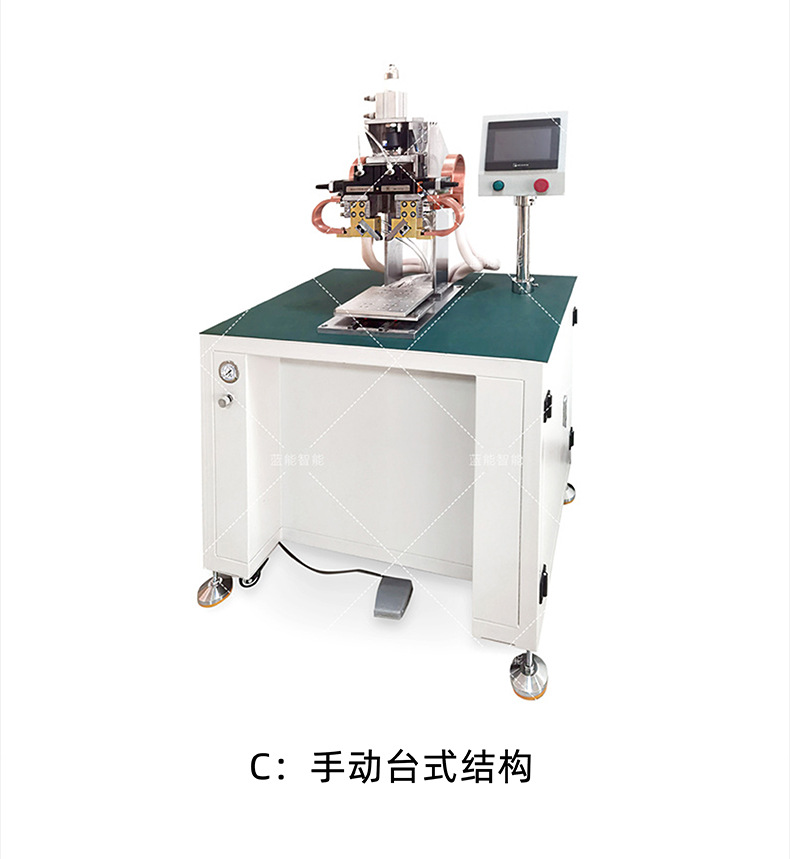
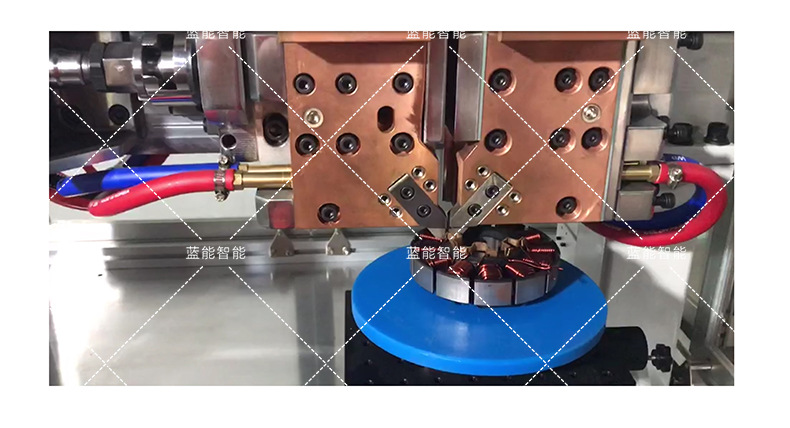
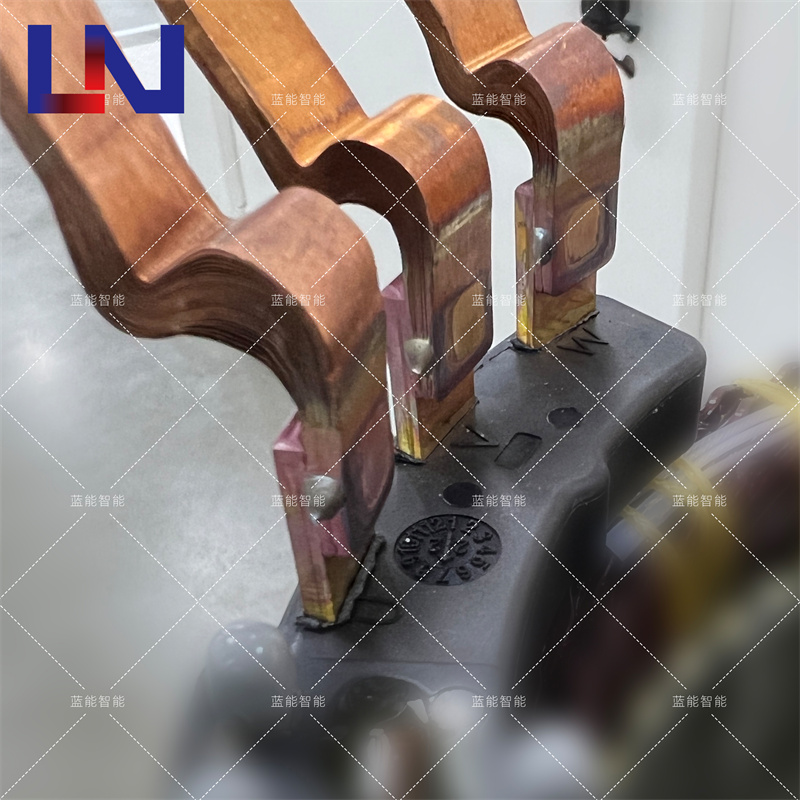
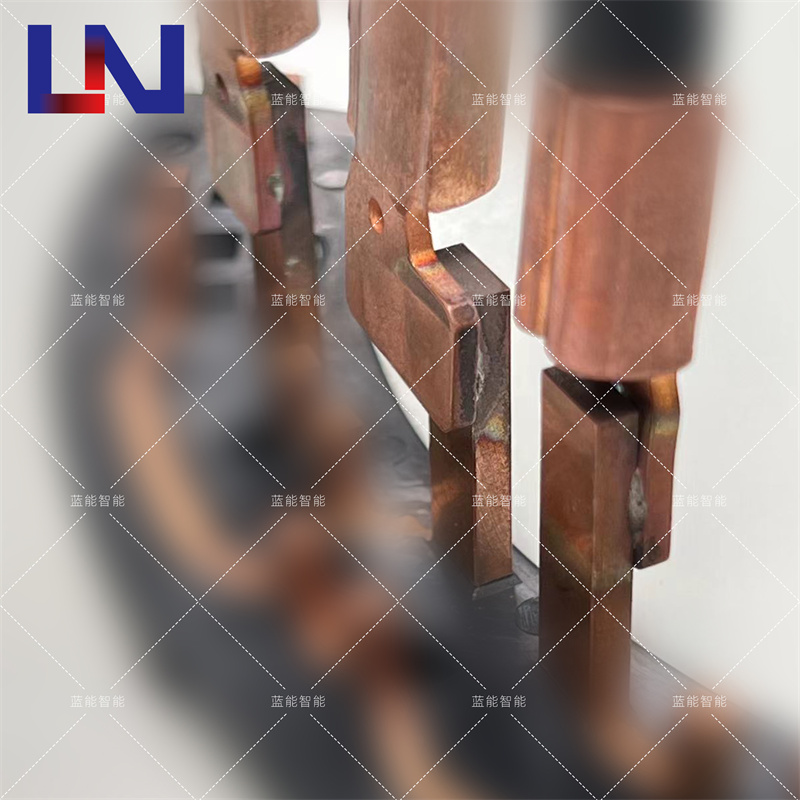
蓝能台式龙门架结构焊接机的焊接流程如下:
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅
仅是铜线连接在 一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零空气电阻”
的连接。
△以下是蓝能台式龙门架结构焊接机的焊接流程视频,可点击观看 ↓ ↓ ↓ ↓ ↓ ↓