广州蓝能智能装备股份有限公司





G系列热熔自动压接焊接
- 商品详情

1、LN定子引线自动压接焊接机原理
电极产生的电阻热传到端子上,利用这个热量以及加压力进行压焊接。电阻热能保证首先剥离漆包线的漆膜,然后依靠端子的夹力来确保结合强度。漆包线不用事先去漆皮。
本设备通过自动卷料形成G型端子,人工上料后,设备对组合焊件压焊并加热,使其产生塑性变形、融化(漆包线漆皮完全碳化),并通过再结晶和扩散等作用形成端子,使组合焊件熔接。

2、设备操作流程
3.1机器自动将铜带成型为G型开口端子,并且自动将端子送到焊接点;
3.2人工将漆包线或和电子线卡进端子;
3.3脚踏启动,下压焊接放电,自动剪切多余线头;
3.4重复作业
操作视频如下:
3、设备结构外形图


4、生产节拍:
焊接一个端子,时间5-10S。(只是漆包线焊接,节拍在5S左右;漆包线和电子线一起焊接,因为卡线的时间长,节拍在10S左右)。

5、焊接能力:
适合总平方数<10平方以内漆包线焊接,或10平方以内漆包线和导线焊接。漆包线线径小于或等于1.3mm。要求线超出电机壳体的长度大于30mm,尽可能将线留长以方便人工操作。
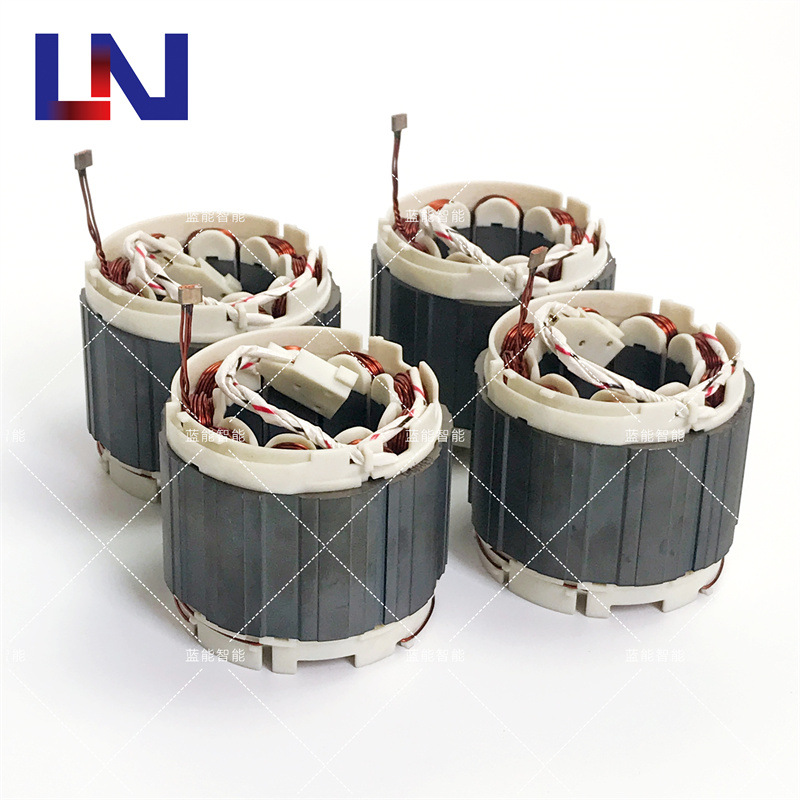
6、适合以下类型电机:
空调压缩机电机、减速电机、伺服电机、Y系列三相异步电机等





7、设备功能概述:
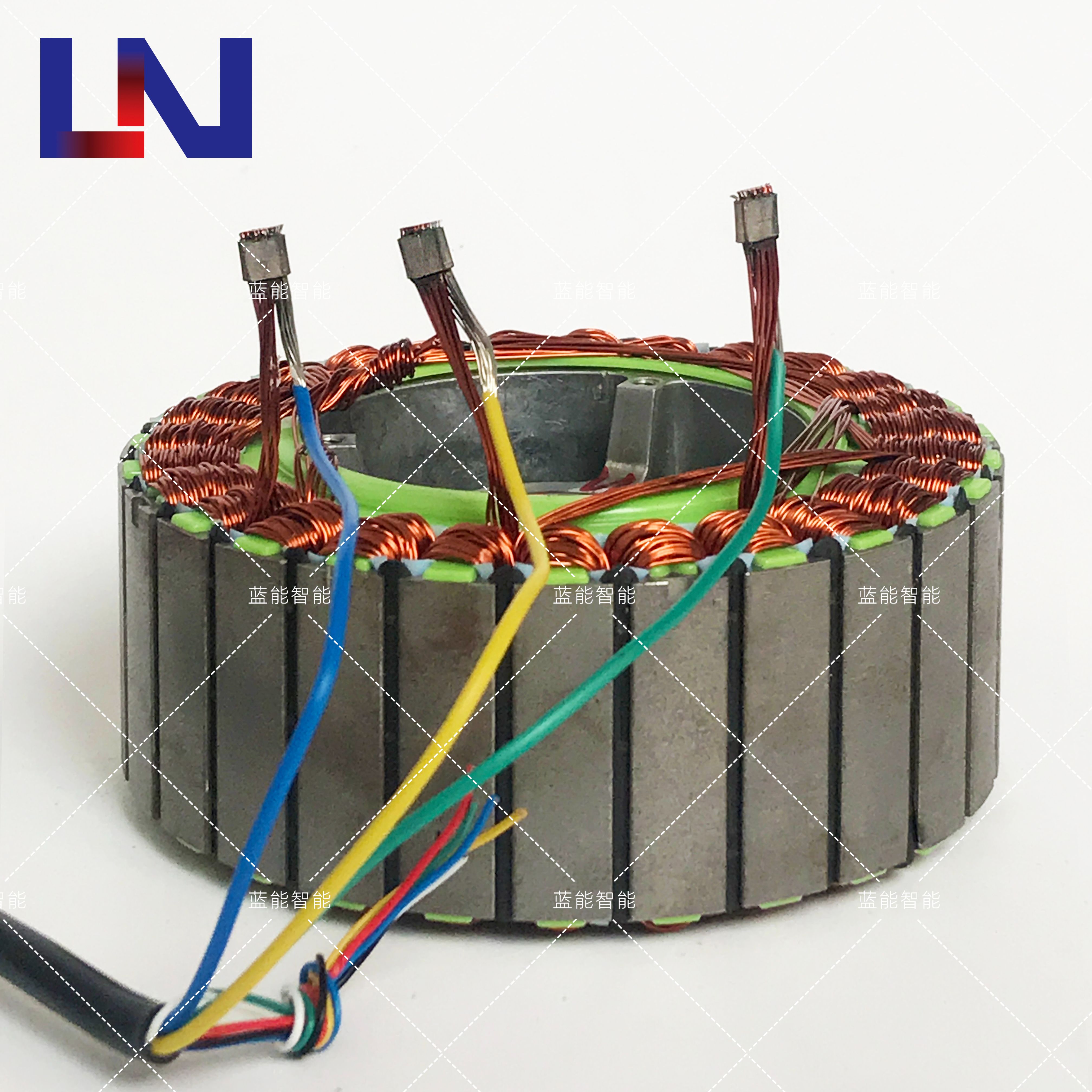
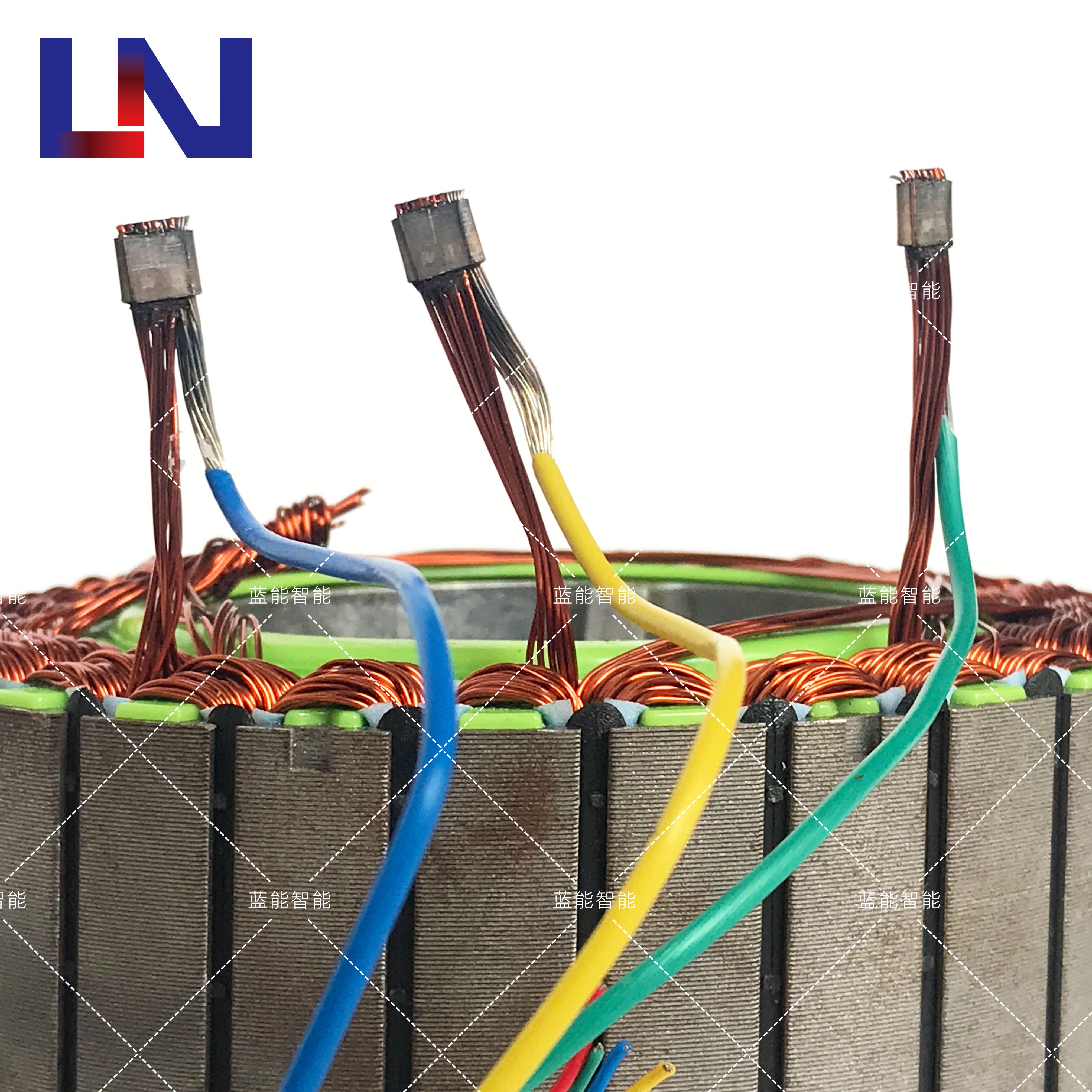
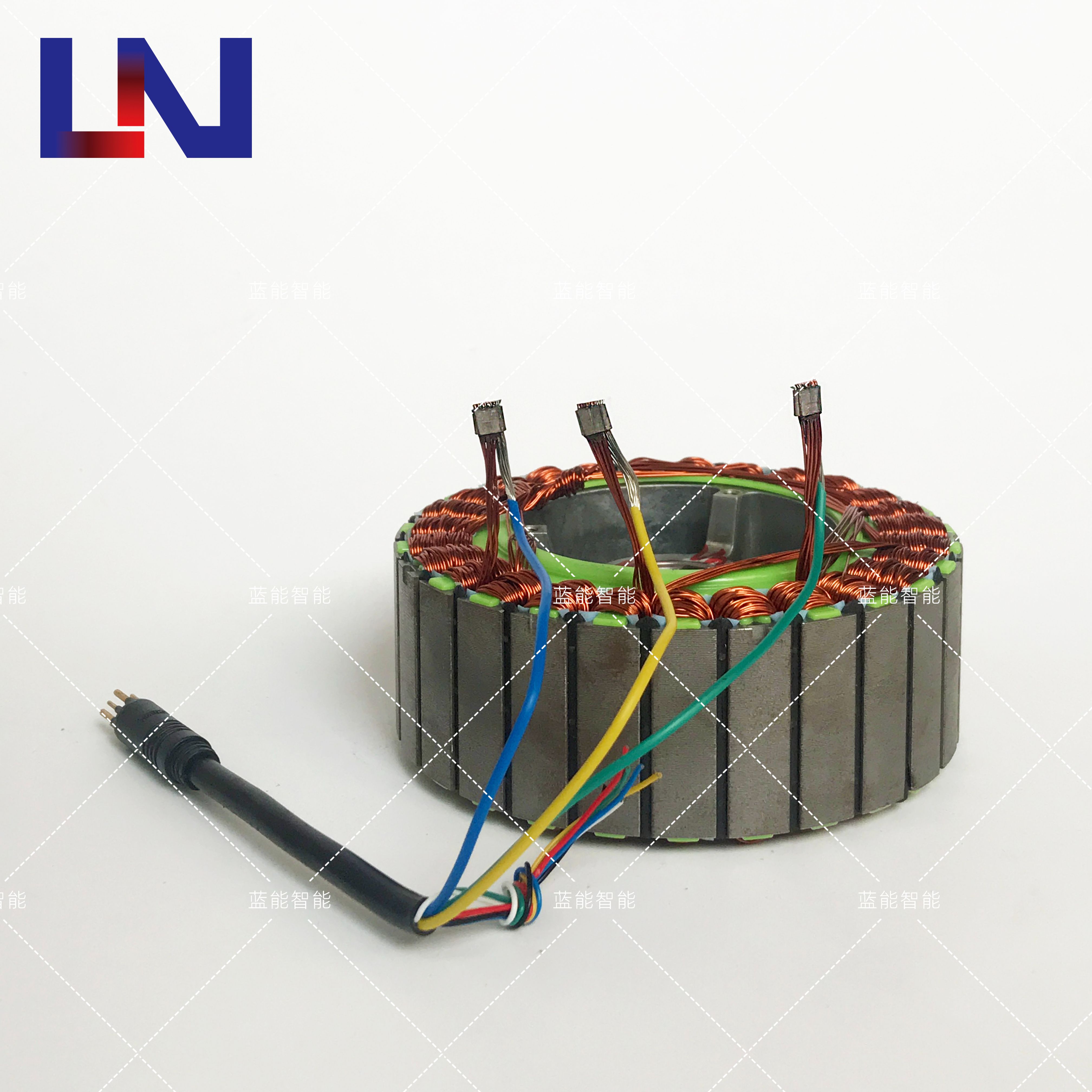
7.1可以实现电机定子星点线漆包线自动压接焊接,漆包线和引出线连接时自动压接焊接;
7.2带自动裁切功能,焊接后可以将多余的线自动裁切;
7.3三菱PLC,电机采用三菱伺服电机;
7.4配置德国巴鲁夫或者Novotechnik移传感器,厚度监控检测功能,厚度到达断电功能;
7.5含压力传感器,可以显示实际压力值,并保存压力值;
7.6含SMC电器比例阀,含压力设置,可人机界面数字化设置压力曲线并保存;
7.7具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控和上下限报警功能;
7.8可以保存每次焊接完成后实际参数(焊接电流、焊接时间、铜端子厚度、压力),数据可统一保存,可以保存在触摸屏U盘,可以保存在PLC,可以在触摸屏显示查看;
7.9可以设定电极使用次数打磨提示和电极使用次数报废提示;
8、整体展示


