
- 商品详情

主要技术参数
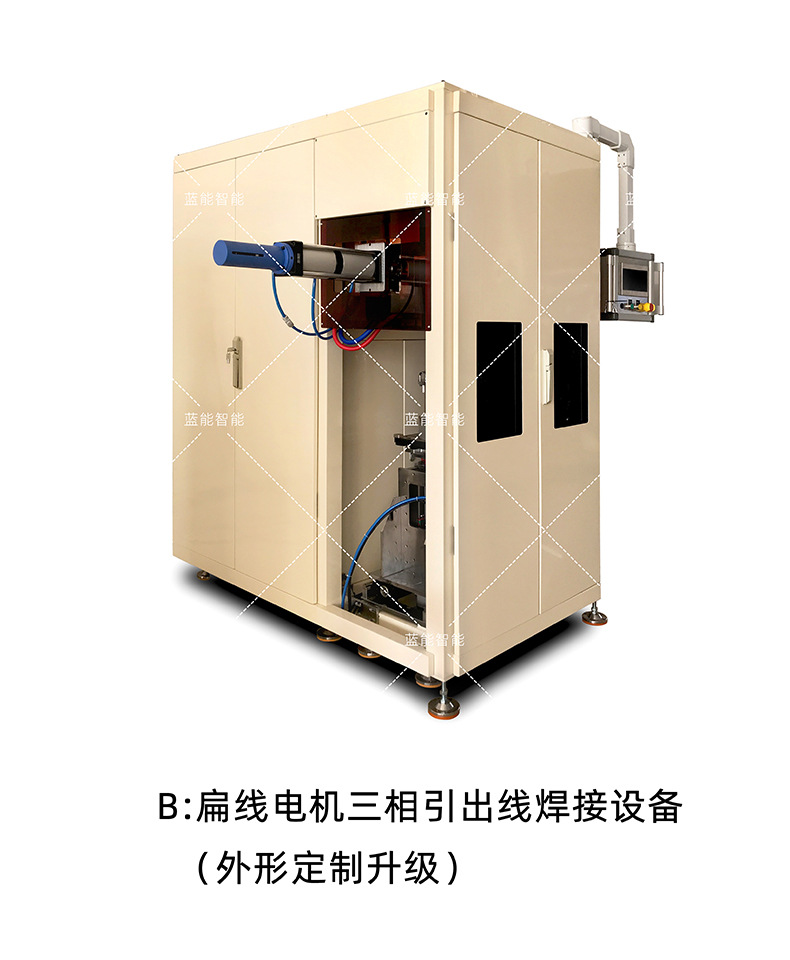
型号 | LN-RRJ-C100 |
输入电源 | 三相380V(±5%) 50-60Hz |
额定功率 | 100KVA(50%) |
工作气压 | 0.6MP |
焊接规范数(组) | 60 |
冷却方式 | 强制水冷 |
耗材 | 电极 |
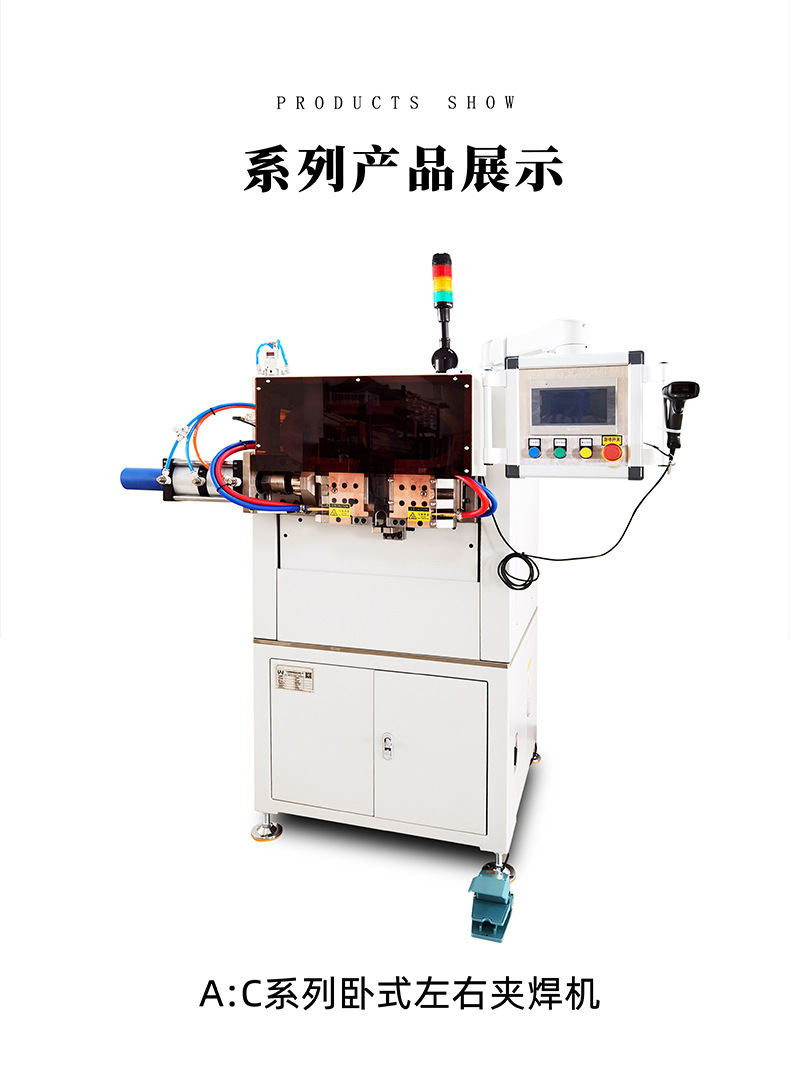
设备组成及配件表
序号 | 名称 | 品牌 | 功能/说明 |
1 | 焊接主机(控制器) | 广州蓝能 | 中频控制器 |
2 | 变压器 | 广州蓝能 | 125KVA,定制一体型变压器,满足高负载使用。 |
3 | PLC | 西门子/松下 | |
4 | 工作台(选配) | 广州蓝能 | 角铁焊接喷漆 |
5 | 工业制冷机(选配) | 广州蓝能 | 3 匹制冷机 |
6 | 烟雾过滤器(选配) | 广州蓝能 | 5层过滤 |
7 | 电气比例阀 | SMC | |
9 | 精密稳压阀、气动元件 | SMC | |
10 | 脚踏开关 | 台湾天得 | 使用寿命长 |
121 | 空开(125A) | 施耐德 | |
10 | 按键开关、急停开关 | 施耐德 |


焊片(钎料)可看到已融化,破坏测试时铜片之间重新结晶有熔核。

焊接需要保持一致性,焊接后端子厚度偏差不超过0.1mm

焊料必须要100%熔接,焊接后铜线和铜片,或铜片和铜片之间需完全粘
连,破坏测试试验时两种金属不能相对分开,需成撕裂状。
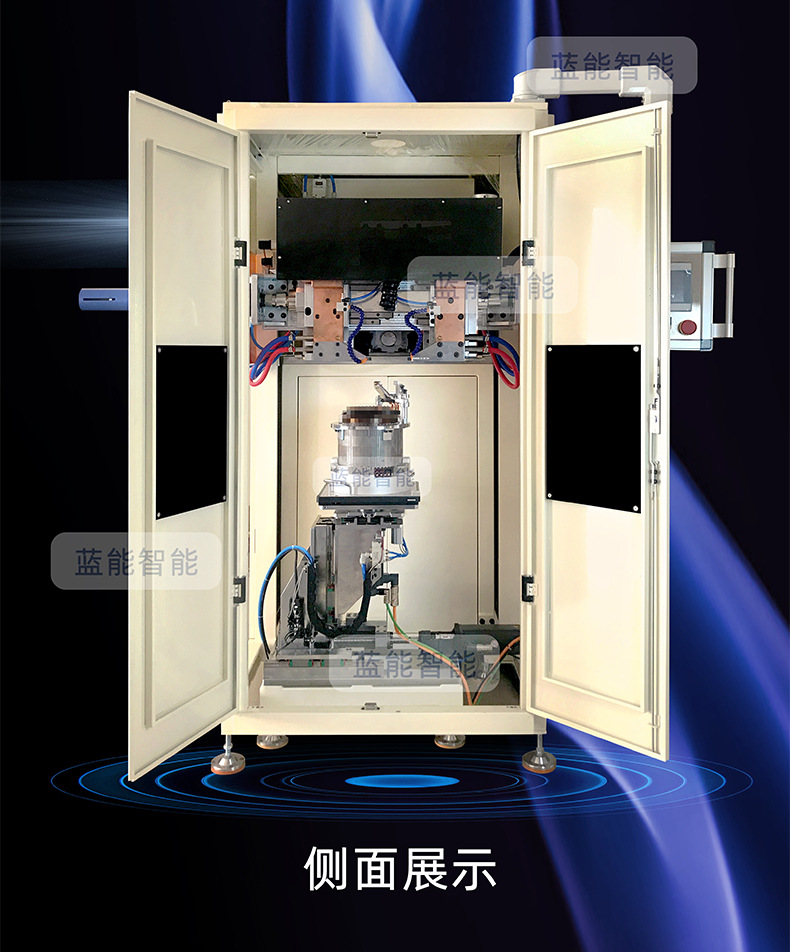
工作过程和步骤:
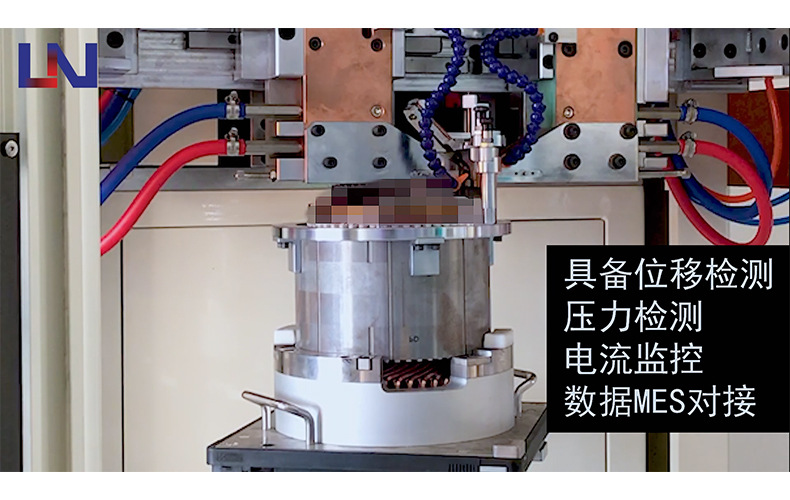
LN-RRJ系列电机定子铜鼻子热压焊熔接是把电极产生的电阻热传到端子上,
利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀
层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的
是,热压焊并不是焊接,而是热压接这一概念。
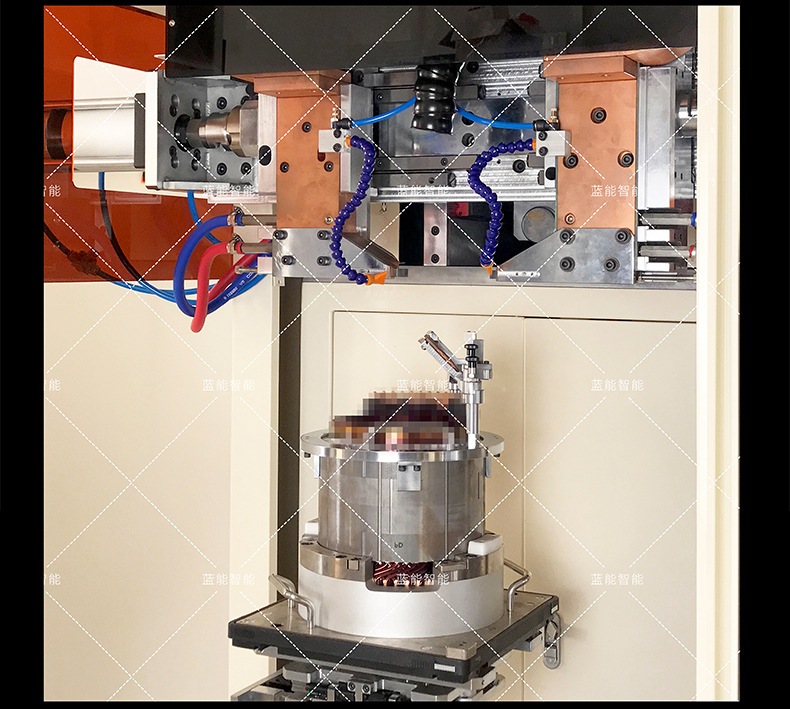
作为焊接支持,LN-RRJ系列焊接机需要用到铜端子或铜管。热熔接过程包
括两项同时发生的操作:1、经过电极之间的电流加热铜端子或铜管并导致
漆包线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极
高的电机性能。
1、初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。
不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,
并且几乎“零电阻”的连接。
完整焊接操作视频如下,可点击观看 ↓ ↓ ↓