



- 商品详情
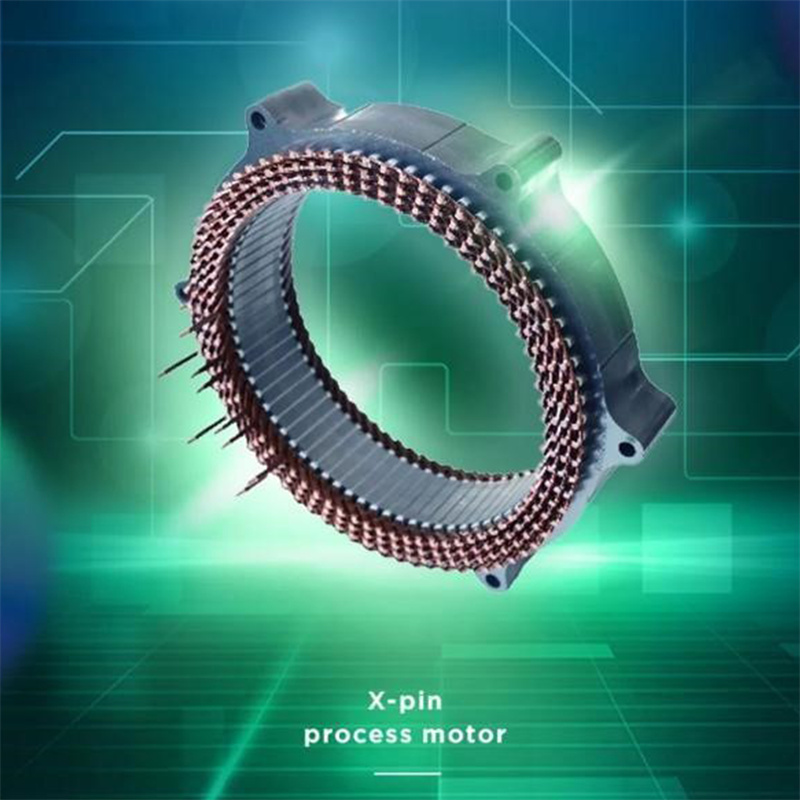
什么是X-pin工艺?
X-pin是在I-pin或Hairpin工艺基础上发展起来的。
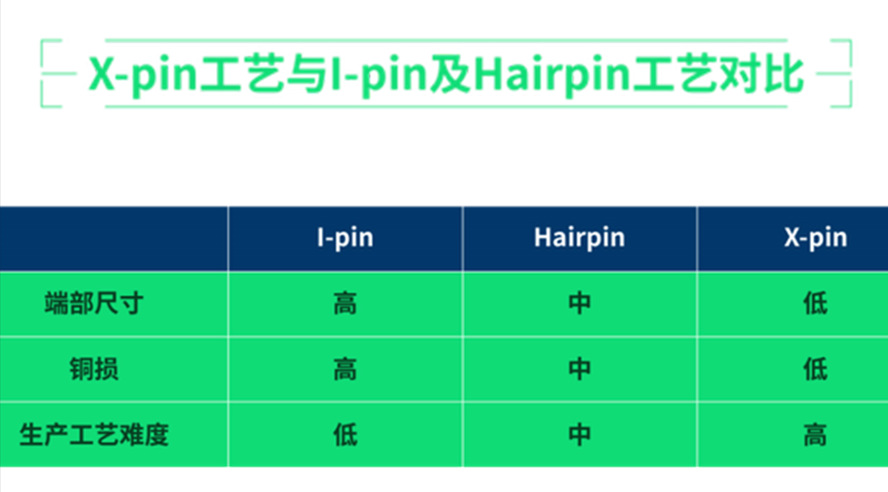
与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。
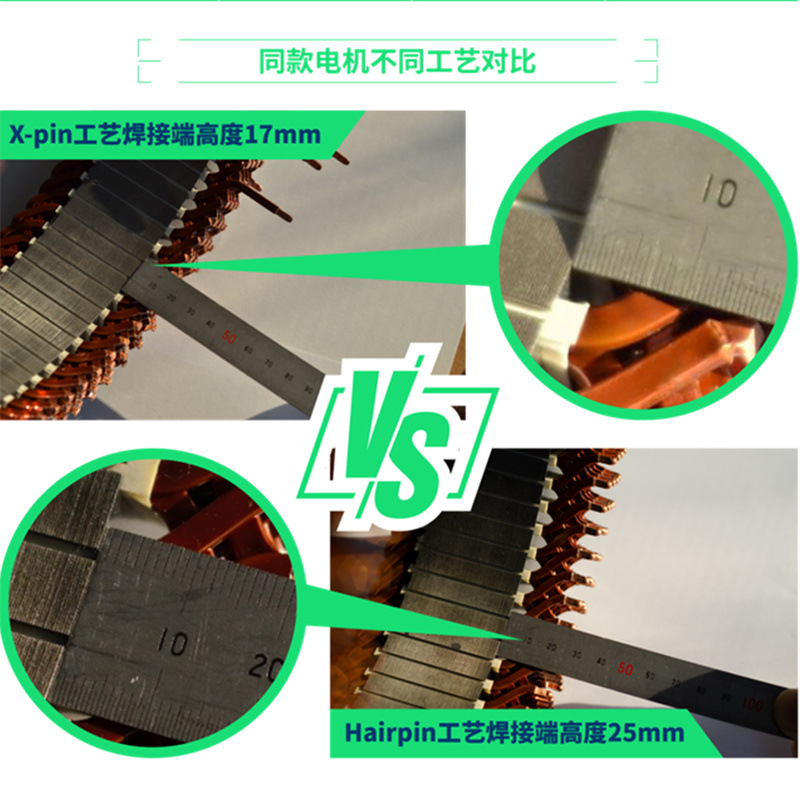
与Hairpin工艺相比:插线端部尺寸没有变化,焊接端部尺寸能够降低5-10mm,进一步降低电机铜损损耗、提升电机效率。
由于电动汽车需求的增长,电机制造商在为高产能、高质量寻求生产力更强的工艺。因此,扁线型电机定子在很大程度上占据优势。为了降低产品轴向尺寸,Hairpin工艺的焊接端高由10mm降低到7mm,最终将焊接端高降低到1mm.
X-pin工艺的难点
1、断线:
为了降低端部高度,与I-pin或Hairpin相比,X-pin电机断线要求较高,断线要求采用斜面断线,断口要求平直,有利于后期焊接。
2、扭线:
采用特殊扭线工艺,将断部扭转到相应尺寸位置,要求既要实现扭转,又要降低端部尺寸,该道工序如果不能实现精准扭线,后期焊接将会非常困难,不利于产品批量化生产。
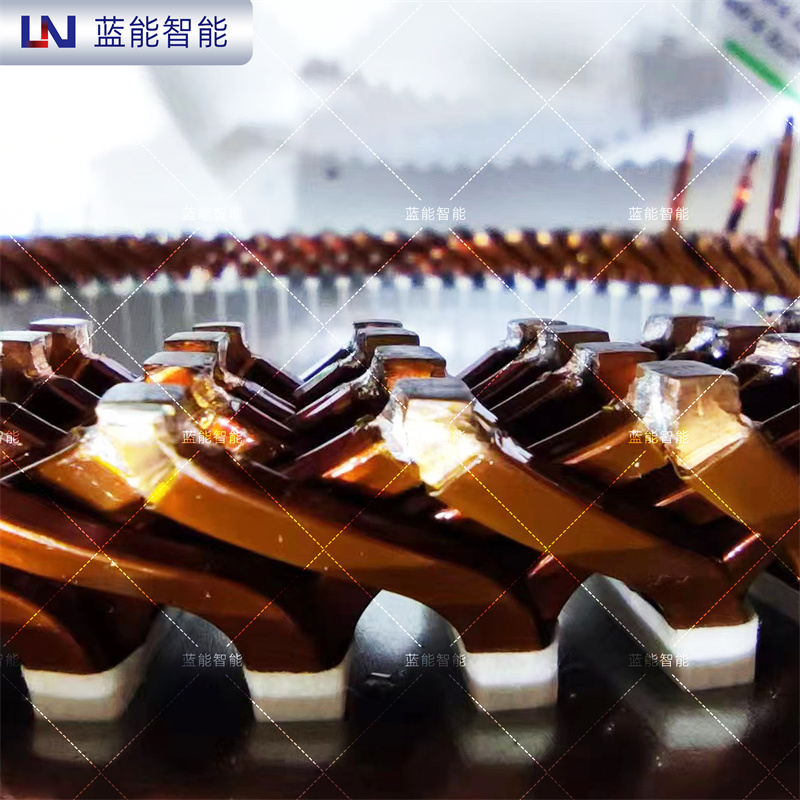
3、焊接:
焊接工艺是X-pin电机关键的工艺,其焊接方式有多种,比如激光焊接、TIG焊接,电阻焊接等不同的焊接工艺。不论采用哪种工艺,关键是不能破坏焊接端附件的绝缘层,如果绝缘层被破坏,将会大幅降低电机寿命。而X-pin工艺由于焊接端很短,对焊接工艺提出更高要求。
低温纳米银合金做为X-pin的焊接技术,其特点是焊接温度低、浸润性好、导电性好、焊接强度高等,且焊接后不会烫伤漆膜,焊接后拉力可以达到1000N以上,完全能够满足X-pin的焊接要求。


主要技术参数
输入电源 | 三相380V(±5%) 50-60Hz 变压器最低功率80KVA |
输出功率 | 225KVA(50%) 160KVA(100%) |
工作气压 | 0.6MP |
定制周期 | 40日左右 |
颜色 | 可定制 |
主要元器件
序号 | 名称 | 品牌 | 功能/说明 |
1 | 焊接电源控制器 | 广州蓝能 | 中频逆变 |
2 | 变压器 | 广州蓝能 | 350KVA,定制一体型变压器 |
3 | PLC | 西门子-1200 | 功能强大,扩展性强 |
5 | 位移传感器 | 绝对值位移传感器 | |
6 | 压力传感器 | ||
8 | 气缸 | SMC | |
9 | 电器比例阀等气动元件 | SMC | 能更好的保持气压稳定并监控 |
10 | 导轨 | 上银 | |
11 | 自动控制电器原件 | 米思米官网购买 | |
12 | 脚踏开关 | 台湾天得 | 质量好,使用寿命长 |
13 | 空开、按键开关、急停开关、断路器、插座、继电器、接触器等 | 施耐德 | 保证用电安全 |
14 | 冷却水管 | 韩国YASUNG(野城) | 寿命长,耐压 |
15 | 水管接头 | 304不锈钢材质 | |
16 | 气管 | 亚德客官方购买 | 寿命长,耐压 |
17 | 制冷机 | 广州蓝能 | LNSX-03 |
18 | 烟雾净化器 | 广州蓝能 | LN-DV650 |
19 | 焊接电极 | 广州蓝能 | 根据甲方样品设计制造工装 |
20 | 引出线定位工装 | 提供图纸参考 | 提供图纸参考 |