
- 产品介绍
- 售后服务
1、不用锡焊,直接点焊,成本低;
2、焊一个点大概两秒钟,焊接效率快;
3、焊接牢固,承受拉力大,并且承受拉力一致性高;
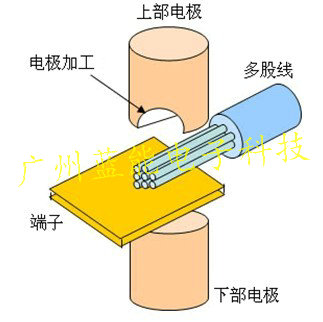
电子线铜引脚焊接点焊机原理:
将引脚和电子线压紧于两电极之间(接触电子线电极作槽形状),并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。

电子线铜引脚焊接点焊机的构成和作用
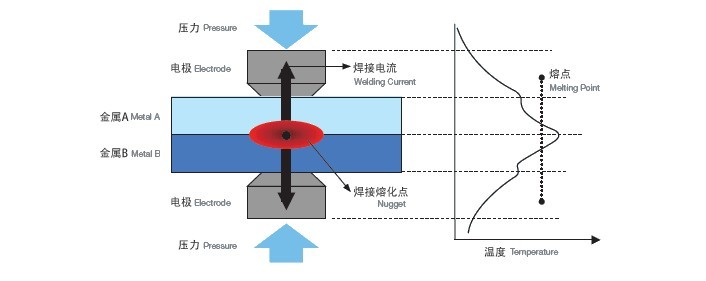
电阻焊接是将被焊接物用电极挟住后,施加压力的同时进行通电。
1、焊接电源:控制焊接电流的大小、时间、波形。
2、焊接变压器:将电源控制的电流转变为大电流。
3、焊头:控制压力。
4、焊接电极:对被焊接物施加压力并通电。
电阻焊接模式、电阻焊接时的温度分布
电子线铜引脚焊接点焊机型号及技术参数:
型号 | LND-01A | LND-02A | LND-03A | LND-04A |
输入电压 | 220V/380V | 220V/380V | 220V/380V | 380V |
额定功率KVA | 4 | 6 | 10 | 12 |
最大输出电流(DCA) | 1000 | 2000 | 3000 | 4000 |
负载持续率% | 20 | 20 | 20 | 10 |
逆变频率KHZ | 4/8 | 4/8 | 4/8 | 4/8 |
焊接循环段 | 11 | 11 | 11 | 11 |
焊接脉冲数 | 3 | 3 | 3 | 3 |
缓升缓降 | 有 | 有 | 有 | 有 |
焊接规范数 | 20组 | 20组 | 20组 | 20组 |
控制方式 | 定电流、电压、脉宽 | 定电流、电压、脉宽 | 定电流、电压、脉宽 | 定电流、电压、脉宽 |
电流、电压、功率监控 | 有 | 有 | 有 | 有 |
时间设定 | 000-999ms | 000-999ms | 000-999ms | 000-999ms |
焊接时间(放电时间)精度 | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms |
外形尺寸 | 435*185*320 | 435*185*320 | 435*185*320 | 460*400*300 |
重量KG | 18 | 20.5 | 22 | 33 |
19 | 22 | 24 |
主要配件明细:
序号 | 主要配件 | 品牌 | 产地 |
1 | IGBT | 日本富士 | 马来西亚、中国 |
2 | 二极管 | 德国ABB/欧派克 | 德国 |
3 | 整流桥 | 德国IXYS整流桥 | |
4 | 电容器 | 日立 | |
5 | 气动元件 | SMC 亚德客 | 日本 、中国 |
6 | 继电器 | 欧姆龙 |
开关导线铜点焊机专用电极
如果用钨、钼、钨铜、钨银电极,可以考虑用铜镶嵌方式(铜镶嵌钨、钨银、钨铜、钼),以增加多余热量的吸收。避免用太长的钨或者钼头。 直径小,长度长,电导低的电极杆产生大量的多余热量,影响使用寿命。


铜焊接高频逆变电阻点焊机相对工频点焊机的特点和优势:
1、电流直流输出,电流闭环控制,电流输出稳定,有效避免虚焊的问题。
逆变频率1KHZ、4KHZ或8KHZ,控制精度高;通电时间控制周期为1ms、 0.125ms或0.25ms,焊接时间可任意控制;
2、可实时监控电流、电压、功率;提高了产品的焊接一致性和稳定性。具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
3、能有效解决“飞溅”。焊接电流为脉动直流(且波纹度小);由于没有明显的峰值电流,熔核尺寸稳定扩大,几乎没有飞溅,焊接质量稳定、热效率高。
4、节能。中频焊机变压器重量和体积小,输入功率低,相对工频交流点焊机,可以节能40%以上。
5、电极寿命能有效延长。中频焊机焊接电流可降低40%,电极使用寿命大大延长。 降低了更换电极、打磨电极的频率,有效提高了工作效率及降低了电极成本。