广州蓝能智能装备股份有限公司

FPC与PCB焊接脉冲热压焊机
- 产品介绍
- 售后服务
FPC与PCB自动焊接哈巴机
1、机器作业,可提高焊接效率,减少一半的焊接操作工;
2、焊接一致性好;
3、无短路、虚焊现象,无浮起的焊接
脉冲直流哈巴机的原理、精密脉冲加热电源原理
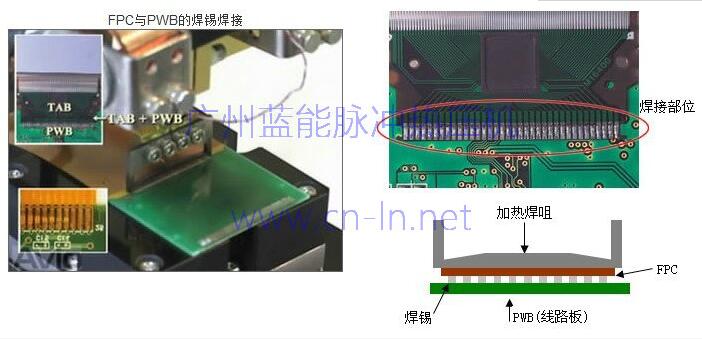
1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。焊锡熔化后停止通电、进行冷却。加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
3、金属制的焊咀有电流通过时发热后熔化焊锡。焊锡熔化后停止通电、进行冷却。加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
更多信息请点击以下链接:
4、 脉冲热压机应用实例

型号 | JYR-01L | JYR-02L | JYR-03L | JYR-04L |
输入电压(V) | 220V | 220V | 220V | 3~380V |
负载持续率(%) | 20 | 20 | 20 | 20 |
额定功率(kVA) | 4 | 6 | 10 | 12 |
温度设定范围(℃) | 50-600 | 50-600 | 50-600 | 50-600 |
逆变频率(kHz) | 4 | 4 | 4 | 4 |
加热阶段 | 2 | 2 | 2 | 2 |
温度缓升缓降控制 | 有 | 有 | 有 | 有 |
存储焊接规范数 | 20组 | 20组 | 20组 | 20组 |
压头精度 | ±0.01mm | ±0.01mm | ±0.01mm | ±0.01mm |
温控精度 | ±3% | ±3% | ±3% | ±3% |
产品最小间距 | Pitch≥0.01mm | Pitch≥0.01mm | Pitch≥0.01mm | Pitch≥0.01mm |
产品最大尺寸 | 80mm | 80mm | 80mm | 80mm |
热电偶 | E型或K型可选 | E型或K型可选 | E型或K型可选 | E型或K型可选 |
压力范围 | 1-100 | 1-100 | 1-100 | 1-100 |
焊头行程 | 0.1-20 | 0.1-20 | 0.1-20 | 0.1-20 |
外形尺寸(mm)(L*B*H) | 435*185*320 | 435*185*320 | 435*185*320 | 460*400*300 |
重量(kg) | 15 | 15 | 20 | 33 |