
- 产品介绍
- 售后服务
漆包铝线铜端子焊接点焊机
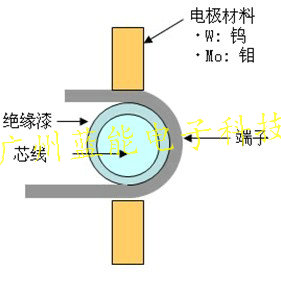
漆包铝线铜端子焊接点焊机从原理上讲和电阻焊接一样,是把端子与有绝缘层的引线进行加热软化后压接在一起,使之连通导电的一种端未处理方法。利用这种加工方法,可以省却剥导线绝缘层这一工艺过程。
钩形热压焊是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。
热压焊是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
特别要注意导线的断线、镀层剥离不足、压夹不足等不良情况。也就是说要确实施行前面所述的品质管理工作。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,同时电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、不用事先去漆皮,不用焊锡。效率高,成本低,环保。
2、焊接牢固,承受拉力大,并且承受拉力一致性高;
3、压痕小,变形量小,并且压痕变形量比较一致。
漆包铝线铜端子焊接点焊机焊接难点:
1、漆包线漆皮需要完全爆开,杜绝由于漆包线没完全爆开产生虚焊;能看到漆包线漆皮烧焦状。
2、漆包线变形量需要控制,变形量不超过1/3,确保漆包线不容易断。
3、需要根据不同结构产品,电极材料和形状需要特别设置,确保最佳焊接效果;
4、避免炸火,避免不良率。
为什么要选择广州蓝能公司“漆包铝线铜端子焊接点焊机”
1、我们有焊接领域专家为您解决焊接工艺难点。
我公司研发总工程师曹博士是电阻焊专业第一个博士,现任华南理工大学博士生导师、教授,压力焊学术委员会副主任。曹老师拥有30多年的压力焊研究,对材料和焊接工艺有着非常深度的理解,完全有可能助你找到最佳的焊接解决方案;
选择和我们合作,你不仅仅是购买了我们的焊接设备,你更加有了一个焊接工艺专家团队为你提供一流的焊接技术指导。焊接是设备+工艺+服务!
2、我们是国内中频点焊机出货量最大的公司。
我们绝对是国内中频点焊机出货量最大的公司。设备性能稳定,绝对领先于国内同行,完全可达到国外同类设备技术。设备返修率超低。
是中国第一家生产液晶显示中频逆变直流点焊机厂家。
设备出货到中国大陆、香港、台湾及东南亚。
3、企业规模大,是国内最大的中频逆变直流点焊机制造厂家。拥有自己的生产工厂和研发室。
4、我们是一个研发生产型设备制造公司,我们更是一个服务型公司。
公司有接近20个研发及工艺工程师,对售后服务能作出及时处理。
我们的每一个销售人员对设备及焊接工艺都有很好的了解,能为客户提供最佳的建议。
我们的宗旨是不仅仅提供一流的设备,更需要提供一流的工艺技术支持和快速响应的售后服务。
5、交货及时,交货速度快。
我们大部分型号设备都有备货,基本都能满足客户的急需。
6、我司2012年7月被评为高新技术企业。公司技术研发能力强。
我们可能是中国最专业的漆包线铜端子热压焊机生产商和服务商,一流的设备,一流的服务,大量的实践经验!
漆包铝线铜端子焊接点焊机设备参数:
型号 | LND-04A | LND-06A | LND-10A |
输入电压 | 380V | 380V | 380V |
额定功率KVA | 12 | 16 | 25 |
最大输出电流(DCA) | 4000 | 6000 | 10000 |
负载持续率% | 10 | 10 | 10 |
逆变频率KHZ | 4/8 | 1 | 1 |
焊接循环段 | 11 | 11 | 11 |
焊接脉冲数 | 3 | 3 | 3 |
缓升缓降 | 有 | 有 | 有 |
焊接规范数 | 20组 | 20组 | 20组 |
控制方式 | 定电流、电压、脉宽 | 定电流、电压、脉宽 | 定电流、电压、脉宽 |
电流、电压、功率监控 | 有 | 有 | 有 |
时间设定 | 000-999ms | 0-999ms | 0-999ms |
焊接时间(放电时间)精度 | ±0.125ms ±0.25ms | ±1ms | ±1ms |
外形尺寸 | 460*400*300 | 460*222*345 | 460*222*345 |
| 385*200*300 | 385*200*300 | |
重量KG | 33 | 23.5 | 26 |
| 26.5 | 30 | |
|
|
|
|