
- 产品介绍
- 售后服务
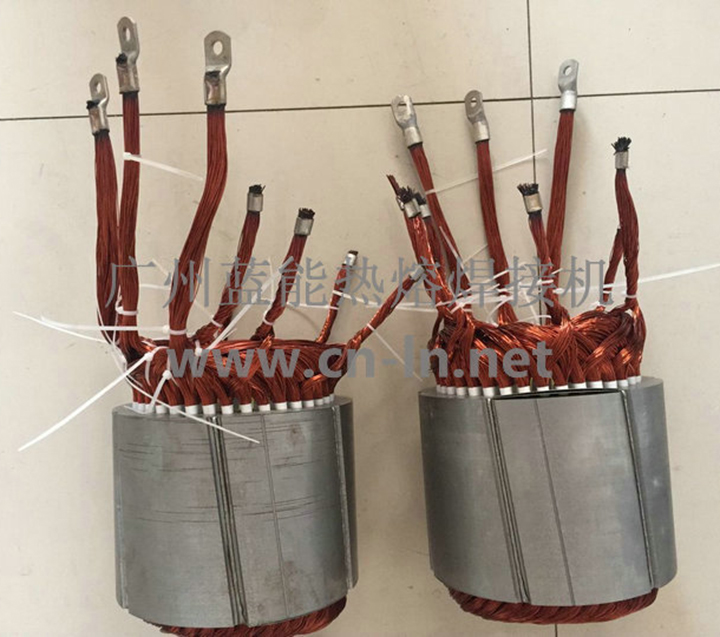
235条0.65漆包线铜管焊接 (电机引线焊接机)
低压新能源电机定子引线焊接机
1、优势:不用事先去漆皮,不用焊锡;生产效率快,一次只需几秒至二十秒就可以完成;
2、导通率:每一根漆包线都是导通的;
3、电阻率:电阻低。因为漆包线之间有熔接,即使过大电流也不会发热。
4、熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;
5、测试拉力:每根漆包线不能拉出,只能拉断。
6、端子外观:端子的任何部分没有熔融的现象。

235条0.65漆包线铜管焊接 (电机引线焊接机)优势:
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒至二十秒就可以完成;
8、 可配有直径不同的电极,而且它们的更换方式很简单、迅捷。
235条0.65漆包线铜管焊接 (电机引线焊接机)检测标准:
1、导通率:每一根漆包线都是导通的;
2、电阻率:电阻率不高于企业标准。
3、熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;
4、测试拉力:每根漆包线不能拉出,只能拉断。
5、端子外观:端子的任何部分没有熔融的现象。
工作原理和步骤:
作为焊接支持,LN-RRJ65焊接机需要用到连接器或接线头(线耳)。一旦将连接器或接线头(线耳)在电极间放好,一个气动缸系统会使其锁定,以便能插入电线和电缆。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
设备操作流程
1、工人将产品与治具推至焊接工作平台内;
2、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3、脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产线——重复作业。(任意过程可以按急停开关复位)。
我司焊机可以保存60组参数,每一组参数对应保存了焊接电流、焊接时间、焊接压力(需选用电器比例阀)。在焊接不同规格的端子时,只需通过操作界面触摸屏选择对应的参数。
235条0.65漆包线铜管焊接 (电机引线焊接机)生产节拍:
焊接一个线鼻子,时间 3S——20S。