- 产品介绍
- 售后服务
1、机器特点
n 采用先进的段控控温系統,可灵活设置各段加温状态. 对温度、时间等参数能高精度地加以控制。温控精度可以达到3%;
n 动态响应快,温度曲线平稳;采用了高频逆变频率(4kHz),通电时间控制最小周期为0.25ms,采样毫秒级;
n 液晶显示屏在焊接过程中显示温度曲线,显示各阶段的温度。焊接温度实时显示,便于品质管理;
n 具有温度失常、监控值超限、网压超限、过热等故障诊断与报警功能。
n 两段加热设定,带温度缓升缓降功能,时间宽范围设定(0-99s),适用复杂焊接过程需要。
n 升温迅速稳定,局部瞬时加热方式能良好地抑制对周围元器件的热影响。
n 热电偶的闭环在线反馈控制提高温控的精确度。
2、技术参数
表1 LNR-02基本技术参数
型号 | LNR-02 |
输入电压(V) | 220V +10% -10% 50Hz |
额定功率(kVA) | 6 |
负载持续率(%) | 20 |
温度设定范围(℃) | 50-600 |
逆变频率(kHz) | 4 |
加热阶段 | 2 |
温度缓升缓降控制 | 有 |
存储焊接规范数 | 20组 |
温控精度(%) | ±3% |
产品最大尺寸(MM) | 80 |
热电偶 | E型或K型可选 |
热压头冷却方式 | 风冷 |
压力范围(N) | 10-50 |
焊头行程(MM) | 5-50 |
加热电源外形尺寸(mm)(L*B*H) | 435*185*320 |
加热电源重量(kg) | 20.5 kg |
参考图片:

3、技术优势
脉冲热压焊机最核心的因数:焊头温控精度(设定焊头温度的精确性)
温控精度影响主要因数:加热电流控制精度+热电偶反馈温度速度
逆变式脉冲热压焊机具有绝对的温控精度优势。
[加热电流控制精度]+[热电偶反馈温度速度]比较 | ||
逆变式脉冲热压焊机 | 普通脉冲热压焊机 | |
加热电流控制精度 | 电流直流输出,采用高频逆变频率(4kHz),一个周波0.25毫秒,比通常交流焊机的20ms提高80倍,控制精度明显提高。有电网电压补偿功能,电压波动影响小。 | 工频交流,频率50HZ,一个周波20毫秒。受电网电压不稳定影响,电压收到波动影响较大,不能很好控制电流。 |
热电偶反馈温度速度 (采样速度) | 1毫秒内 | 一般都是几十毫秒以上 |
虚焊 | 虚焊率相当低 | 虚焊率较高 |
焊头寿命 | 焊头寿命损耗小,焊头寿命较长 | 焊头寿命损耗大,焊头寿命较短 |
温控精度 | 正负3% | 偏差较大 |
4、应用价值:
逆变式脉冲热压焊机取代人工焊锡,提供焊接效率和焊接品质,改善生产环境,减少人工依赖,促进机械化生产改造。
1、焊接效率高
瞬时升温加热,整个焊盘一次性压接完成;解放工人双手同时完成装卸,多治具轮换提供效率。
2、 焊接工艺好
焊接一致性好;获得无短路、虚焊现象,无浮起的焊接;温控精度高,热影响区域小。
3、成本更低
只需线路板刷锡膏,焊接时不需要再加锡,减低锡量,节省锡的成本。
4、更环保健康
焊接时,锡更少,相对“烙铁焊”,产生更少的废气,同时能够做到人更远离焊接的产品,减少废气的吸入。
5、不需熟练工人操作
机械化操作,不需要熟练工人操作,新人随时上岗即可确保焊接效率和焊接品质。符合机械化、自动化生产改造进程。
5、视频参考:
1、液晶屏软排线脉冲热压机
视频A:http://www.cn-ln.net/zh-CN/displayshare002.html?shareID=677031
视频B:http://www.cn-ln.net/zh-CN/displayshare002.html?shareID=385996
2、双工位脉冲热压机 左右移动
http://www.cn-ln.net/zh-CN/displayshare002.html?shareID=385994
3、三压头同时焊接脉冲热压机
http://www.cn-ln.net/zh-CN/displayshare002.html?shareID=387173
4、温度曲线显示:
http://www.cn-ln.net/zh-CN/displayshare002.html?shareID=677030
6、焊接测试:
我司备有逆变式脉冲热压焊机样机,并且有不同规格、适合不同产品的夹具(还可根据产品设计夹具)配合客户焊接试样,无论贵司有任何产品存在焊接难点问题,邀您来我司或将工件寄到我司进行焊接打样,我们工程师30年的焊接经验和对焊接工艺的深度理解,完全有可能助你找到最佳的焊接解决方案。
更多信息请点击以下链接:
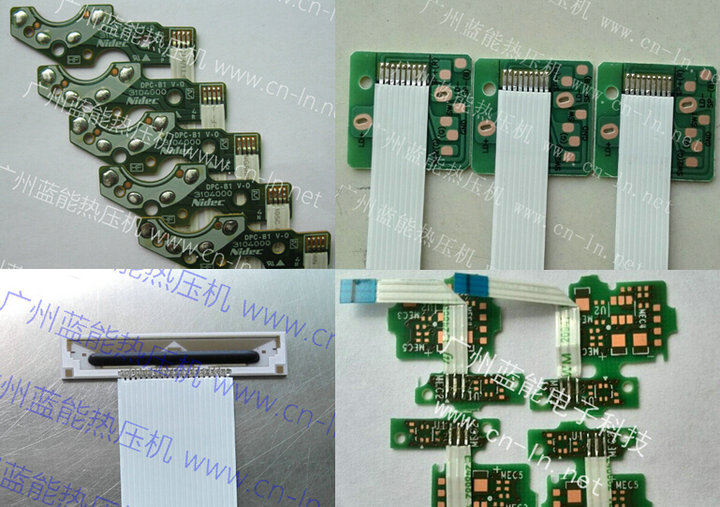
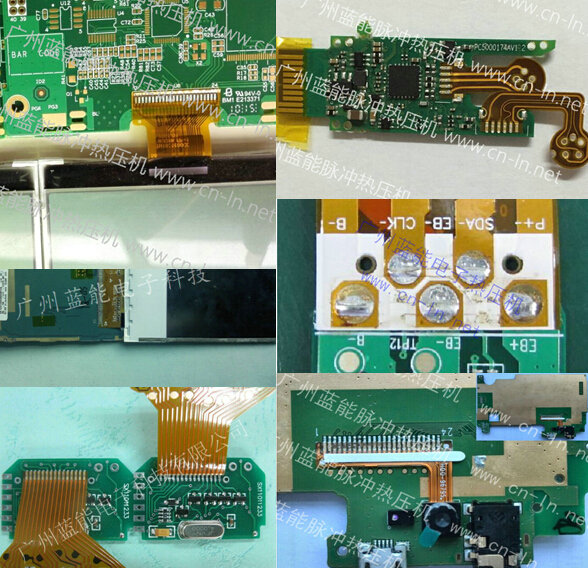
4、 脉冲热压机应用实例
产品规格
型号 | LNR-02 |
输入电压(V) | 220V +10% -10% 50Hz |
额定功率(kVA) | 6 |
负载持续率(%) | 20 |
温度设定范围(℃) | 50-600 |
逆变频率(kHz) | 4 |
加热阶段 | 2 |
温度缓升缓降控制 | 有 |
存储焊接规范数 | 20组 |
温控精度(%) | ±3% |
产品最大尺寸(MM) | 80 |
热电偶 | E型或K型可选 |
热压头冷却方式 | 风冷 |
压力范围(N) | 10-50 |
焊头行程(MM) | 5-50 |
加热电源外形尺寸(mm)(L*B*H) | 435*185*320 |
加热电源重量(kg) | 20.5 kg |