- 产品介绍
- 售后服务
汽车电子配件多点焊接自动点焊机
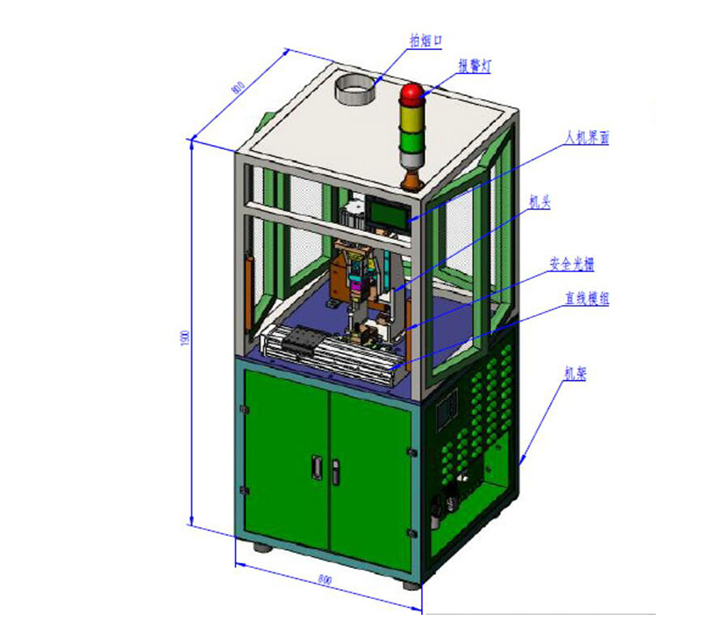
专机方案图
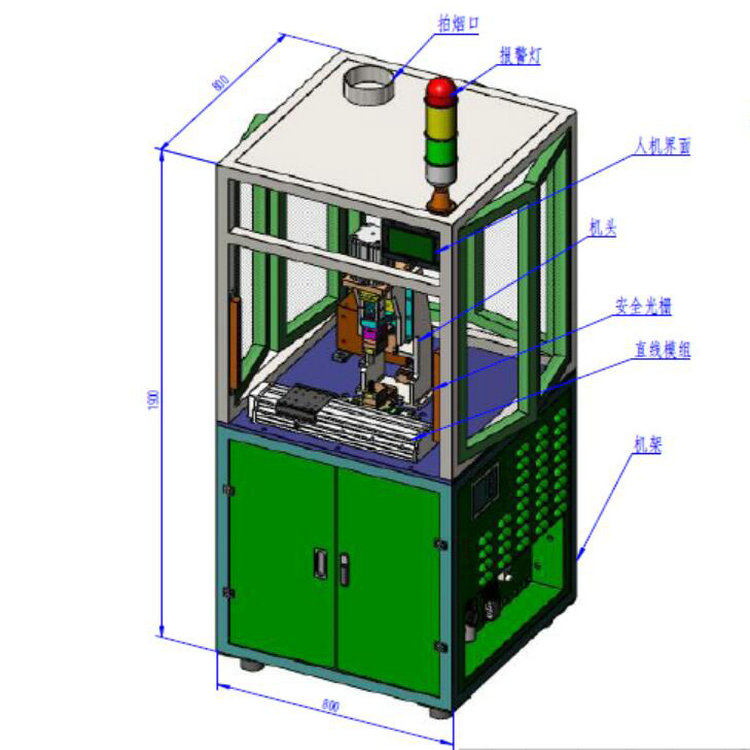
设备外观
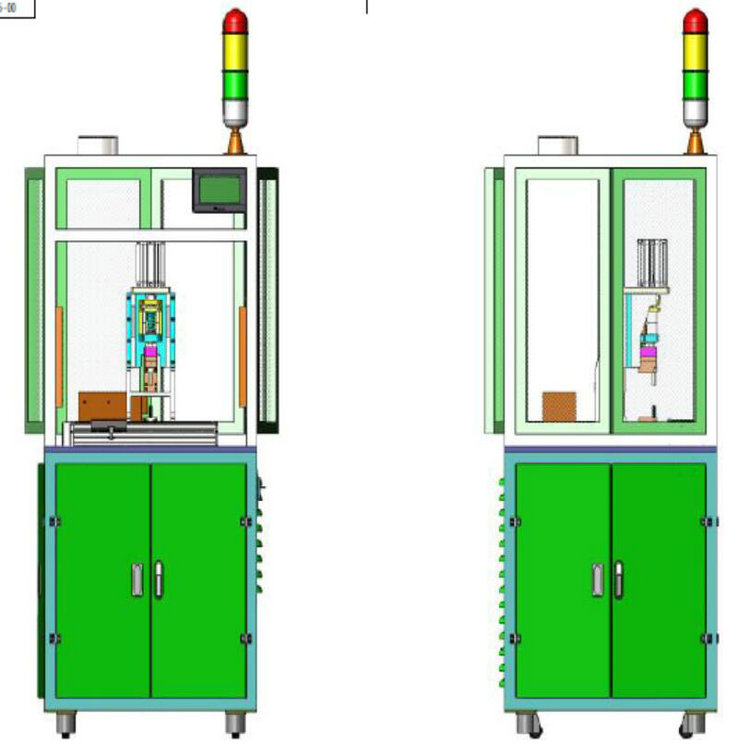
焊接压力装置
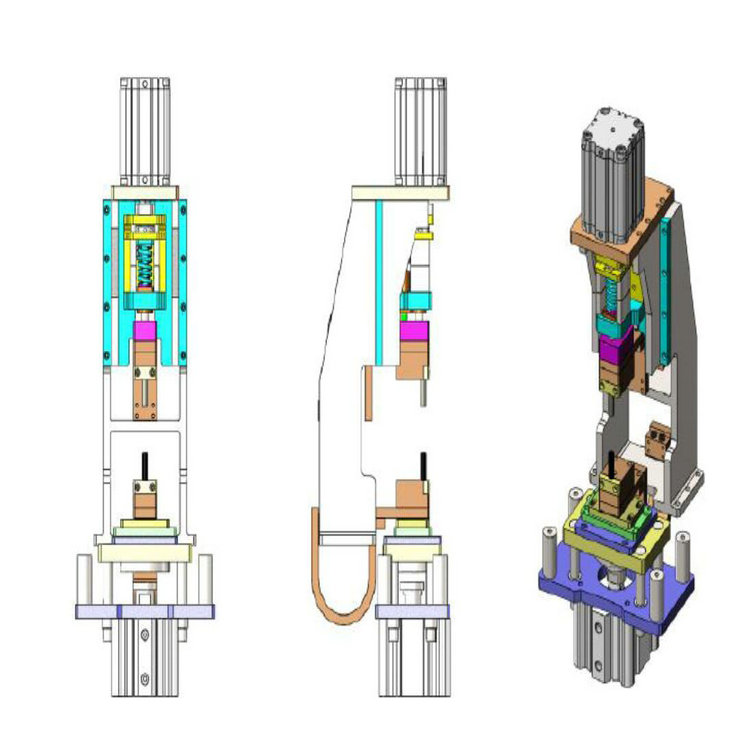
焊接机头:
1、整体型机构设计
2、直线导轨设计确保焊接的精度和重复性
3、线形、密封直线导轨设计减少了油脂的泄露和位移,使焊头可以应用于水平和垂直安装方式
4、带有弹簧压力追丛机构,即使在佷低的焊接压力下,也能实现迅速、精确的加压操作;最小的摩擦能够使焊头产生迅速的反馈,使变形和火花降至最小程度;
5、采用密封滑动的线性化设计和紧固的机械零件使工件在焊接过称中位移最小;
6、所有关键的压力调节装置和电源微动触发开关内置于机构当中,使其便于和自动化焊接设备实现集成控制;
7、电源微动触发开关或光电开关使焊接电源触发稳定,提高质量和生产率;
8、紧凑的设计为用户解决问题提供了很大的机动性。
9、核心配件采用米思米弹簧、米思米轴承、米思米导轨、SMC气缸。
10、最大压力200Kg
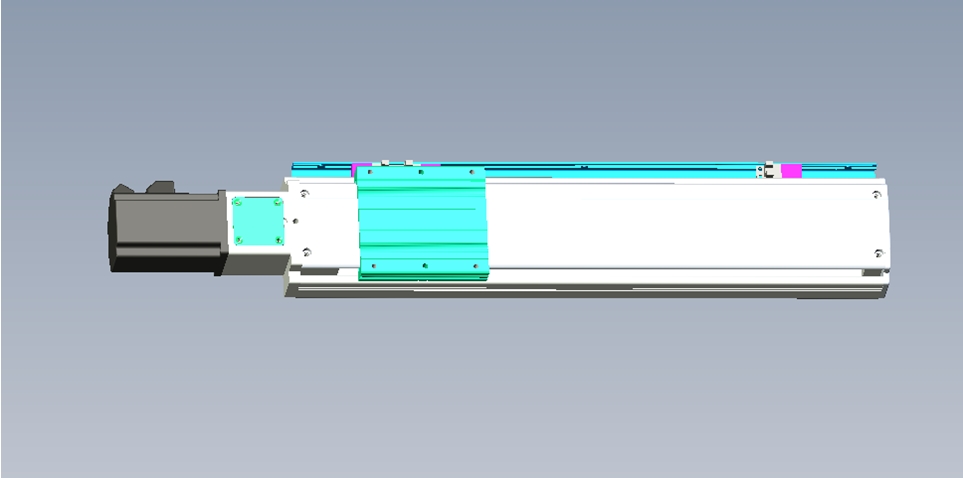
模组、电机、PLC
1、 松下电机、松下PLC
2、TBI丝杆,上银导轨
3、研磨级模组,重复精度0.01mm
中频逆变焊接电源:
型号 | LND-400A |
输入电压 | 380V |
输出电压 | 单相PWM 输出 500V |
界面 | 触摸屏 |
输出电流 | 400A |
最大次级焊接电流 | 20000A |
逆变频率KHZ | 1 |
三段加热过程 | 预热、焊接、回火 |
焊接规范数 | 20组 |
控制方式 | 定电流、定电压 |
电流监控 | 有 |
焊点计数功能 | 有 |
冷却水 | 流量 6L/MIN,温度≤30℃ |

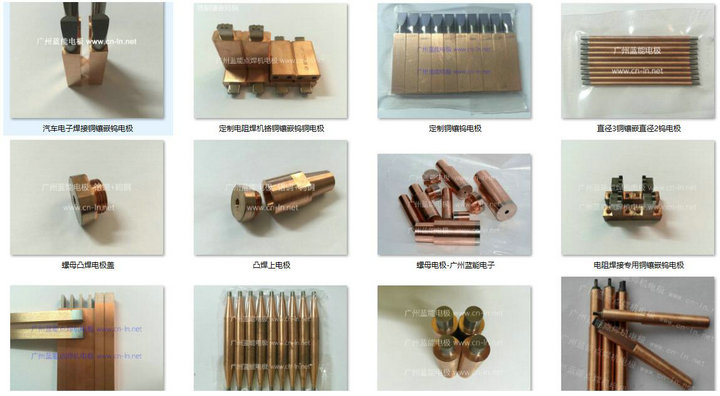
铜焊接中频点焊机专用电极
使用铜镶嵌钨电极,以增加多余热量的吸收。避免用太长的钨或者钼头。 直径小,长度长,电导低的电极杆产生大量的多余热量,影响使用寿命。
1、采用高性能钨棒材料,性能完全可以达到德国同等质量标准,有大量德国企业同行购买我司钨棒材料;
2、铜和钨结合处采用特殊工艺焊接,结合处零缝隙,零电阻;
3、整个电极加工完全是采取磨床加工,冷加工,不通过线切割,保证材料的特性不变;
4、加工精度高,可以满足精密的尺寸加工要求;
5、博世汽车、大陆汽车、日本电装、森萨塔都在用的铜镶钨电极。