广州蓝能智能装备股份有限公司
点焊机电极打磨前后焊接效果不一致什么原因?怎么解决?---广州蓝能电子
发布日期:2019-08-20
阅读量:6900
在点焊机使用过程中会发现,点焊机焊接时换上新电极或者是电极打磨之后焊接效果不一样,输出能量好像有变化,影响了焊接一致性。怎样解决点焊机焊接时新旧电极或电极打磨后能量不一致的问题了?
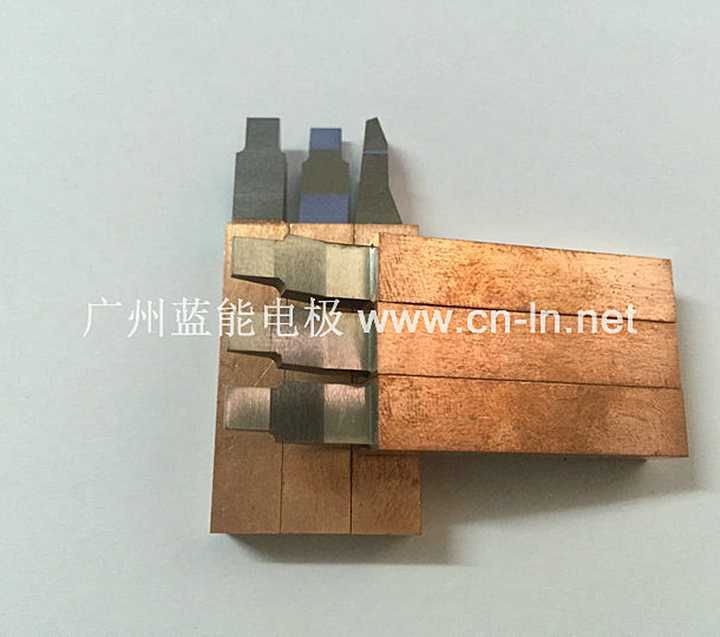
一、铜焊接使用“钨、钼、钨铜“电极存在的情况和解决方法
在很多一些铜材料焊接中,尤其在很多一些汽车电子配件焊接中,我们经常用到钨电极、钼电极、钨铜电极,当我们对电极进行打磨后,或者更换新电极后,同样的焊接电流焊接时间焊接压力,热能往往要小很多,焊接几十次过后热能才正常。
这主要原因是焊接几十次过后电极表面氧化,钨电极表面电阻值增大,根据Q=I²RT,所以热能要明显增大。
解决点焊机焊接时新旧电极或电极打磨后能量不一致的方法有两种:
1、 无效放电几十次,达到预氧化效果。
找废材料事先放电几十次,再正式焊接产品。
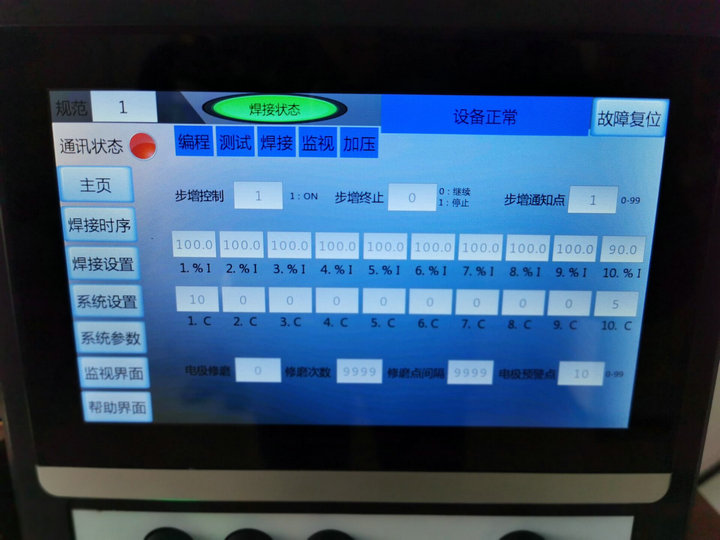
2、 采用“焊接电源控制器”自带的“步增控制(步减控制)”功能。
第一段可以设定100%电流,焊接点N次;
后段可以设定90%电流,焊接点N次,并且到达N点后可以设定终止或者继续以90%电流一直焊接下去;
更换电极或打磨电极后按复位键,电流开始以第一段设定100%电流开始循环。
3、对于一些放电时间较长,变形量较大的产品焊接,电流不变的情况下,可以使用位移到达断电功能,当变形量到达设定的位移值会立即停止放电。
二、低碳钢、不锈钢焊接等使用“铬铜、铍铜、铜”等电极存在的情况和解决方法
在很多一些低碳钢、不锈钢等材料焊接中,尤其在汽车白车身焊接中,我们往往使用铬铜、铍铜、铜等材料电极,并且电极端面使用球面、凸面等形状,当我们对电极进行打磨后,或者更换新电极后,同样的焊接电流焊接时间焊接压力,刚开始热能往往要大一些,焊接几十次过后感觉热能要小些。
主要原因是因为电极端面是球面或凸面,新电极或刚打磨电极后,接触面较小,电流密度较大,当焊接几十次后,电极和产品的接触面增大了,电流密度笑了。
解决这种问题的方法有:
1、 采用“焊接电源控制器”自带的“步增控制(步减控制)”功能。
第一段可以设定100%电流,焊接点N次;
后段可以设定110%电流,焊接点N次,并且到达N点后可以设定终止或者继续以110%电流一直焊接下去;
更换电极或打磨电极后按复位键,电流开始以第一段设定100%电流开始循环。

专栏:技术交流
原文链接:
阅读原文