脉冲热压机热压头的热压区域、平行度、压力调试
脉冲热压机热压头的热压区域、平行度、压力调试——广州蓝能电子科技
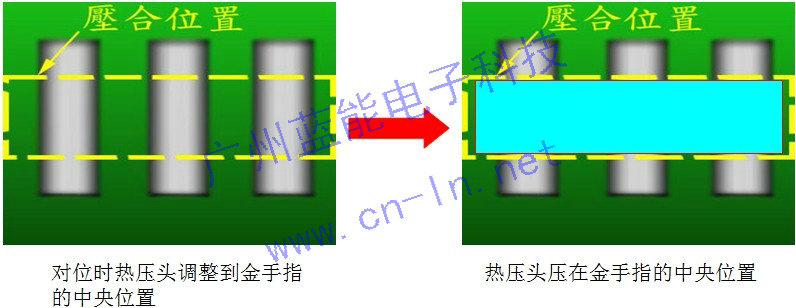
一、热压头与焊接区域的位置调整
热压头与焊接区域的位置调整;“对位”对产品的焊接质量有很大的影响,可以根据FPC/TAB金手指window(窗口)的情况的做适当的调整,一般情况下把热压头设定在产品金手指的中央位置较佳。
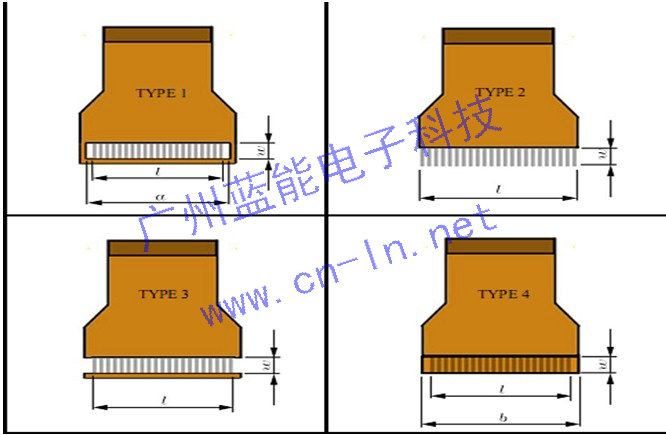
FPC的类型可分为窗口类和非窗口类,如下图的TYPE1和TYPE3属于窗口类,TYPE2和TYPE4属于非窗口类;
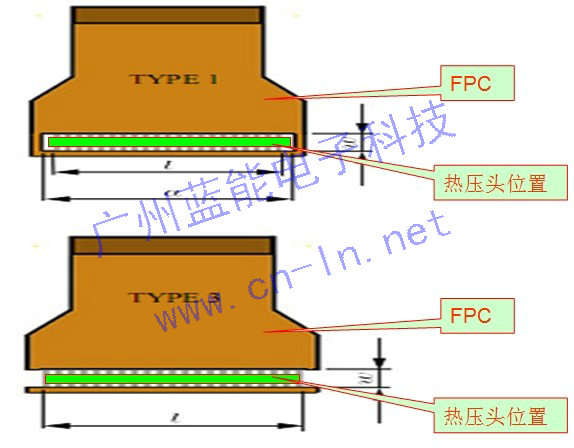
1、窗口类FPC/FFC
在没有特殊的情况下,把窗口类的FPC把热压头设定在金手指的中央为最佳,使用辅助的铁氟龙胶带除外:
热压头在金手指不同位置的焊接情况:
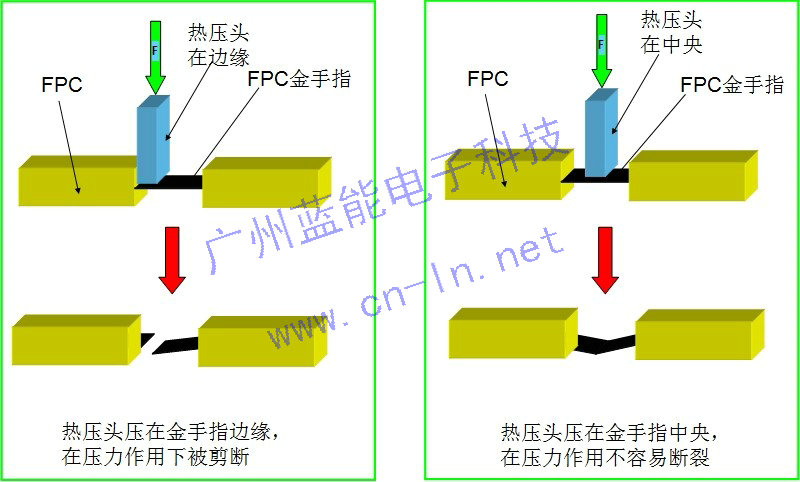
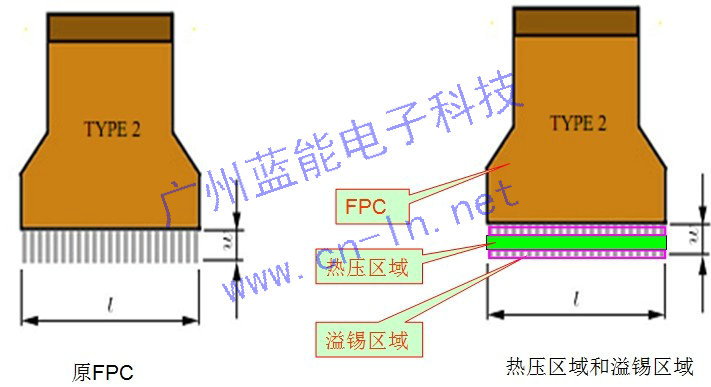
2、对于非窗口类的FPC把热压头设定在金手指的末端为佳,空余的部分可以溢锡;
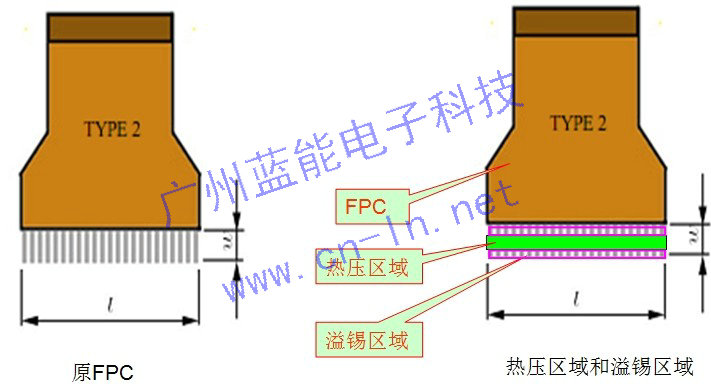
对于非窗口类,金手指也非镀金类的FPC把热压头设定在焊接区的末端覆盖为佳(该类的FPC就是我们目前使用的斑马纸LCD);
二、脉冲热压机热压头的平行度调试
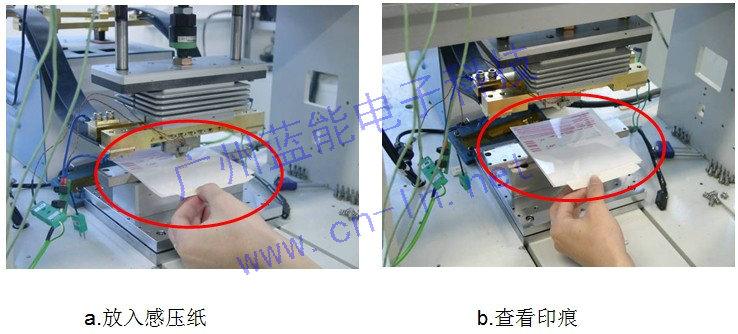
平行度调试:保证热压头端面与产品热压面平行;把干净没有失效的感压纸(在没有感压纸的情况下,可以用复印纸和白纸来测试)放入热压头和定位托盘之间, 在按 下联动按钮查看感压纸上的印痕,并根据印痕的情况调节基座上的螺母,直到感压纸上的印痕成清晰的长方形面积时平行度才算合格;
感压纸上可能出现的印痕:
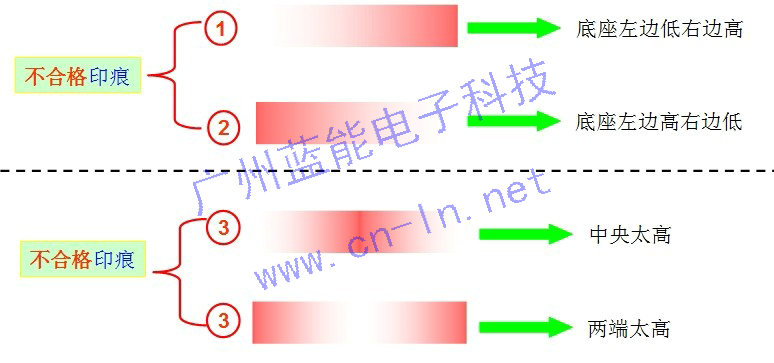
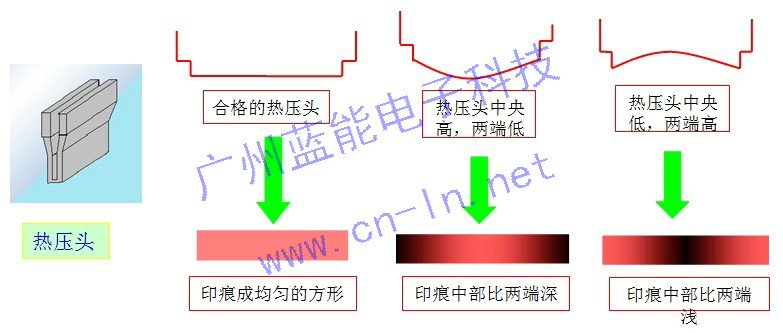
对于3、4出现的印痕,说明热压头的端面已经不平整,不能在进行生产,必须送修后并检测合格后方能进行生产,下图是合格与不合格热压头在感压纸上的对应印痕:
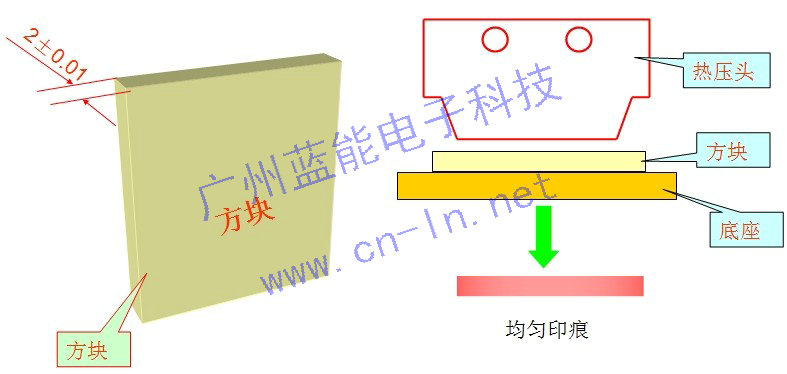
平行度调试时可以采用一些辅助的工装模块,但在最终调整时必须用产品本身来调试,否则热容易造成“假平行”情况。
在平行度调整的时候,直接用产品调试有时很不方便,我们也可以采用一些平行度很好的方块来看辅助调试,调试后情况如下:
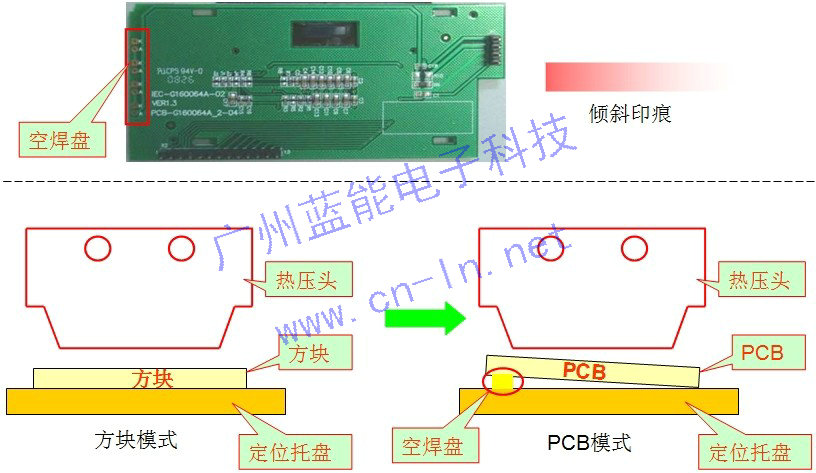
在用辅助方块调整好平行度以后,我们用产品本身再试平行度时,发现印痕不再均匀而是成倾斜,这主要是PCB板上空焊盘高出PCB板面造成。
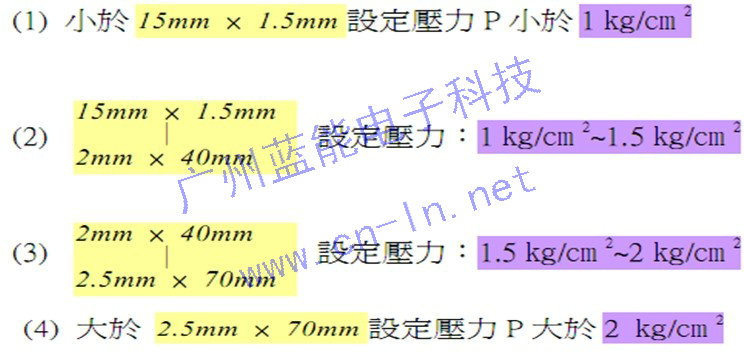
三、脉冲热压机压力设定
压力设定:根据焊接区域的大小设定合适的压力 ;压力的作用是使LCD上的金手指和PCB上的金手指能很好地贴合在一起,使得热压头传热均匀,从而提高焊接的质量;压力设置得过大容易损坏金手指和产品,过小的压力又使得金手指贴合不紧密而造成焊接失败或者虚焊等不良;压力大小一般可参考下表来设定: